 齿轮工艺・其他(一) 齿轮工艺・其他(一)
圆弧圆柱齿轮的滚齿加工
在普通滚齿机上,装有圆弧齿轮滚刀,按照半展成原理进行的加工。
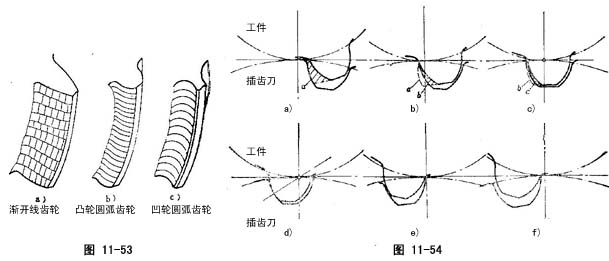
此种加工方法的特点是:配对的凸齿齿轮和凹齿齿轮分别用两把滚刀加工,其齿面不是由滚刀在不同位置的包络线构成,而是平滑的圆弧。滚齿后在齿面上留下的刀痕如图11-53所示;大小齿轮的加工对滚齿和差动挂轮的计算都要求有较高的精确性,在同一台机床上,加工大小齿轮时,允许挂轮比的偏差不大于十万分之五,用两台机床加工大小齿轮时,挂轮计算偏差不大于十万分之一左右。
优点是:用一把刀具能加工同模数不同齿数的齿轮;加工精度高于插齿。
圆弧圆柱齿轮的插齿加工
在普通插齿机床上装有圆弧齿插齿刀,按照半展成原理进行的加工。刀具相当于斜齿轮,切削刀具和工件的相对位置及运动相当于一对圆弧齿轮的啮合。
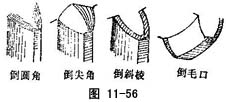
凸齿圆弧齿轮的插齿过程如图11-54所示:图a为插刀齿形开始进入所切齿槽的位置,切削后在工件上留下曲线α;图b为切第二刀后在工件上留下曲线b,这时将曲线α完全切掉;图c为切第三刀后在工件上留下曲线c,这时又切掉曲线b;图d是刀齿的圆弧中心正好位于节点上,这时便切出所需的圆弧齿形;图e、f为刀具的齿与工件不接触,成为空刀不起切削作用。
加工特点是,只有当刀具的齿形圆弧中心与节点相重合的一瞬间,才能切出齿轮的圆弧齿形。
齿轮修复
失效的齿轮多数可以经修整后重新使用。修复的方法随失效形式而异。常用的有一次堆焊法、堆焊加工修齿法、变位修齿法、更换齿圈法、嵌齿法、镶套法和轮缘修理等。
一次堆焊法
修复齿轮轮齿的方法之一。当齿面全部严重磨损及部分齿折断或齿面损坏时,采用一次堆焊法。堆焊前根据齿轮材质选择好相应的焊条,然后进行堆焊,堆焊完毕进行齿形修整处理。一次堆焊法分为全部轮齿堆焊法和局部轮齿堆焊法两种。
局部轮齿堆焊法
是对部分轮齿折断或部分齿面损坏的齿轮进行修复的一种方法。堆焊前先清除齿部污垢,并用气焊将要堆焊部位周围加热到300℃左右再开始堆焊。堆焊中,边堆焊边校验齿形,必须注意齿轮在堆焊过程中的温升变形。对重要齿轮每堆焊一层后,应进行锤击,扩散应力,同时也可起到降温作用。一般齿轮可采取堆焊二层,锤击一次。堆焊结束,要严格进行齿形检验和必要的齿形修整。
堆焊加工修齿法
修复齿轮的方法之一。指对一次堆焊法堆焊后的齿轮,经机械加工修复轮齿。为防止齿轮变形,可采取对角分层堆焊,焊毕进行退火,然后按原件规格进行车削和铣齿。加工后,还应对齿轮进行必要的热处理,具体热处理工艺,可参阅有关资料。一般全齿圈堆焊加工后,进行整体热处理;部分齿堆焊加工,可用气焊火焰或其他局部加热方法进行热处理。
变位修齿法
应用变位齿轮原理进行修复齿轮的一种方法。一般采用高度变位法修复因磨损而失效的齿轮副。即将大齿轮牙齿的磨损部分用负变位的方法切去,重新配制一个正变位的小齿轮,以使修配后的齿轮副的中心距保持不变。此外,有时还会遇到需要用模数制齿轮更换径节制齿轮,以及为使机床导轨刮研后溜板箱中齿轮与齿条的正常啮合等,都可应用变位齿轮原理计算齿轮的修配尺寸。
轮缘修理
对轮缘出现疲劳裂纹而失效的齿轮进行修复。当齿轮承受较小负荷时,可直接用固定夹板联结补强方式修复使用。当齿轮承受负荷较大时,应采用焊接措施。一种是直接对裂纹就地冷焊或补加钢板焊接。这种方法适用于齿轮不好拆或不允许拆的场合。但在工艺措施不当时,产生附加应力较大,且引起局部变形,修复运转不久,往往焊接边缘应力集中处再次裂纹。另一种是热焊,先将齿轮整个或局部缓慢加热到300~700℃再进行焊接,焊后尚需退火,以消除内应力,对硬齿面齿轮还要进行表面淬火。
镶套法
修复齿轮的方法之一。当齿轮的齿形、公法线都正确,只有内孔损坏较严重时采用此法。首先以齿轮的基准面找正后扩大内孔,并制备内套毛坯,其内径留有3~4mm加工余量,外径与齿轮加工后的内孔能紧密配合,且倒成较大的坡口;然后将内套毛坯压入齿轮内孔,沿坡口焊接,按要求加工出内孔。
更换齿圈法
修复齿轮的一种方法。是将齿面严重损坏的齿轮的齿全部车去,重新配装一个完整的齿轮圈,然后加工齿形。齿轮圈和轮心的联结方式,可采用热装或采取键、销、焊接等方法。齿轮圈的厚度一般不小于全齿高的二倍。
 跑合 跑合
一对新加工的齿轮副,正式使用前,进行一段加载或空载的齿面啮合运转,从而产生加速磨合的过程,称跑合,亦称磨合。跑合能把表面微观凸峰逐渐磨平,降低表面粗糙度,补偿精度误差,从而扩大实际啮合面积,降低齿表面应力,提高承载能力和传动效率,它是一种有益的精加工工艺过程,跑合的综合效益十分明显,对于凸凹共轭啮合的齿轮副尤为重要。图11-55所示磨损曲线中OA时期内为跑合阶段,由图可知跑合速度很快,时间很短,磨损速度要比正常磨损速度大100倍左右,磨损速度最快多发生在跑合开始后1~1.5h内。在实验室试验、工业试验、实际生产中要合理掌握和利用跑合。为了实现良好的综合跑合质量,要特别注意:跑合与施加载荷,跑合时间与载荷、跑合与运转速度,跑合与润滑油,跑合与检验之间的关系,若能掌握这些关系的内在联系,就能实现跑合时间短,跑合质量好的效果。
高速剪齿法
按照仿形法原理,利用高速剪齿刀,在高速剪齿机上加工齿轮的一种高效率切削方法。高速剪齿刀是刀体上安装很多径向小刀齿(形状、数目与被加工齿轮的齿槽相同),并可沿径向切入的组装刀具。刀具的刀刃向下,齿坯安装在工作台上,工作台上下往复运动进行切削,每一次往复运动都给以切入量。高速剪齿在整个圆周上的刀齿同时切削,极似拉削,故又称可调节外齿轮拉削法。适用于大批生产,多用于汽车制造业。
硬齿面齿轮滚齿加工
硬齿面齿轮滚齿加工,是以高效的滚齿代替粗磨齿工序的一种加工方法。可在普通滚齿机上滚切。刀具可采用M10、M20硬质合金材料的机夹式或焊接式滚刀,对于普通精度的淬硬齿轮,就可以用上述滚刀直接进行精滚加工。
这种加工方法,可切除轮齿的热处理变形,留下少量均匀的精磨余量,从而提高磨齿质量,缩短磨齿工时。对于珩齿的齿轮,也可用作珩前加工,使之达到一定的精度,提高了珩齿工艺光整加工的精度。
直齿圆柱齿轮滚切法
直齿圆柱齿轮的滚切原理,是两个螺旋齿轮的啮合原理,即一个是齿轮滚刀,另一个是被加工齿轮。在滚齿机床上,滚刀和被加工齿轮之间,要严格保持齿条和齿轮啮合的运动关系,即:保持 的关系,进行展成运动的同时,滚刀沿齿坯轴向进给,切出整个齿轮。 的关系,进行展成运动的同时,滚刀沿齿坯轴向进给,切出整个齿轮。
切齿时,滚刀的螺旋方向必须与齿坯的螺旋方向一致,所以必须将滚刀轴安装成与工件端面倾斜一个滚刀螺旋导程角γ0。通常加工直齿轮时,一般选用右旋滚刀。
斜齿圆柱齿轮滚切法
滚切斜齿轮,除与加工直齿轮一样的啮合运动外,滚刀或工件需作一定的附加运动,即应满足滚刀轴向移动一个导程时,齿坯正好附加转动一圈的运动关系。
滚切过程中,滚刀与被加工齿轮间的安装角度按同旋相减,异旋相加原则。通常加工β<10°的斜齿轮时,一般选用右旋滚刀;加工β>10°的斜齿轮时,则应取滚刀螺旋线方向与被加工齿轮螺旋线方向相同。
非圆齿轮的加工
非圆齿轮通常在铣床、齿条加工机床、滚齿机或插齿机等设备上,用展成法或间隙展成法原理加工轮齿。机床中心距、工件转角、刀具轴向位置可用人工、凸轮或NC装置控制。
内齿非圆齿轮,非圆外齿轮分度曲线呈内凹处的齿形只能用插齿法加工。
齿端倒角
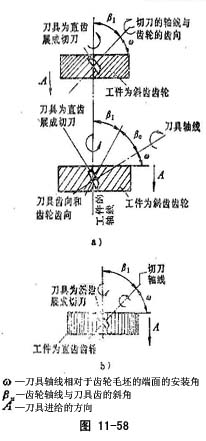
齿端倒角加工方法有四种:倒圆角、倒夹角、倒斜棱、倒毛口。
 齿端倒圆角。在齿端上形成对端面倾斜10°~15°角度的圆锥形表面,其目的是使高速齿轮作轴向滑移时容易啮合。采用指形铣刀在机床上完成。 齿端倒圆角。在齿端上形成对端面倾斜10°~15°角度的圆锥形表面,其目的是使高速齿轮作轴向滑移时容易啮合。采用指形铣刀在机床上完成。
(1)齿端倒尖角。在齿端上形成渐开线或球形的斜面,两斜面连接部分成尖棱。其目的是使高速齿轮轴向滑移时容易啮合。采用筒状双齿铣刀或滚刀在机床上加工。
(2)齿端倒斜棱。在齿端上倒斜棱和尖边。目的是使低速齿轮清除齿端锐边。采用指形铣刀在550型齿倒角机上加工。
(3)倒毛口。在直齿轮和螺旋齿轮的齿端上修光毛口。用于对钢齿轮粗加工后的工序,采用特殊切刀在克罗斯吉尔No73型机床上加工。见图11-56。
塑料齿轮加工法
塑料齿轮分为热可塑性树脂塑料齿轮和热硬化树脂塑料齿轮二种。
热可塑性树脂塑料齿轮是用聚酰胺(尼龙)、聚缩醛及聚碳酸脂等高分子材料,用喷射成形机喷射成形。也可用板材或棒料切齿加工。
该种塑料齿轮适用于食品机械、钟表、农业机械、定时装置和玩具等。
 热硬化树脂塑料成形齿轮是用酚醛树脂、环氧树脂、聚脂树脂等高分子材料,用加热压力机压缩成形。也可用板材或棒材切齿加工。 热硬化树脂塑料成形齿轮是用酚醛树脂、环氧树脂、聚脂树脂等高分子材料,用加热压力机压缩成形。也可用板材或棒材切齿加工。
该种塑料齿轮适用于制鞋机械和蜗轮等。
颜料齿轮的优点是噪音小、耐磨、耐腐蚀、成本低及生产率高。
电解齿轮
电解齿轮又称电解法加工齿轮,可在立式电解加工机床上加工,按照电化学反应的原理进行。电解时,将被加工件与直流电源阳极相接,齿轮形工具与直流电源阴极相接,工件与工具间留0.2~1mm的间隙,在电源上加6~8V电压,并注入具有一定压力、流速的电解液。这时借助电解液导电使两极之间形成电流回路,产生电化学反应,工件表面金属随工具形状迅速电解,变成金属离子被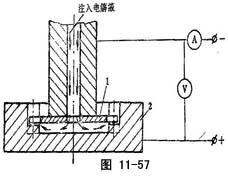 电解液冲走。电解过程中,工具沿工件移动,直至达到全齿宽为止。齿轮形工具多用青铜板制造,加工内齿轮及外齿轮,应将工具分别制成相应的内齿轮和外齿轮形状。电解液一般采用氯化钠水溶液。该加工方法的优点是能加工特硬、特韧的齿轮,且加工质量稳定,表面粗糙度良好,生产率高,没有电极损耗和工件变形。缺点是加工精度不高。 电解液冲走。电解过程中,工具沿工件移动,直至达到全齿宽为止。齿轮形工具多用青铜板制造,加工内齿轮及外齿轮,应将工具分别制成相应的内齿轮和外齿轮形状。电解液一般采用氯化钠水溶液。该加工方法的优点是能加工特硬、特韧的齿轮,且加工质量稳定,表面粗糙度良好,生产率高,没有电极损耗和工件变形。缺点是加工精度不高。
电解齿轮通常用于内齿轮的加工。见图11-57。
车齿法
车齿法即是用展成法在普通滚齿机上加工齿轮的方法。刀具齿数比滚刀头数多。切齿时,必须严格保持滚刀和工件的转速关系,刀具有旋转的同时沿工件轴向移动,这时刀具与工件如同交错轴斜齿圆柱齿轮啮合,啮合点轨迹沿整个齿侧面的相对滑动而切出齿形。
车齿加工与一般滚齿加工相比,生产率可提高3~5倍,但当加工齿数少于100齿时,应在齿轮车床上加工。见图11-58。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |