齿轮工艺・其他(二)
精车齿轮
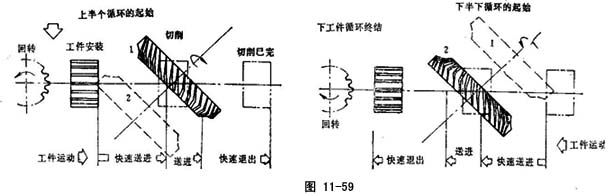
精车齿轮加工所用刀具是取与齿轮工件同模数、同压力角的任意齿数的螺旋齿轮,按其左右齿廓接触点轨迹线刃磨成具有后角的切削刀具。加工一个齿轮须用两把刀具,齿轮工件右齿廓的加工必须用按左边齿廓接触线刃磨的刀具,作反时针方向旋转进行切削;左齿廓的加工必须用按右边齿廓接触线刃磨的刀具,作顺时针方向旋转进行切削。可在E3-13型车齿机床上加工。见图11-59。
 热精锻齿轮法 热精锻齿轮法
热精锻齿轮是在刚度大的锻造压力机或高速锻造机上进行。将由连续加热炉或感应式电加热炉加热的坯件,通过锻模进行成形和锻齿的方法称为热锻齿轮法。
此法多用于圆柱齿轮、直齿锥齿轮及曲线齿锥齿轮的制作。优点是精度可控制在模具精度的±0.005mm范围内;弯曲强度和冲压强度均比切削齿轮高10%~20%。
冲压加工齿轮法
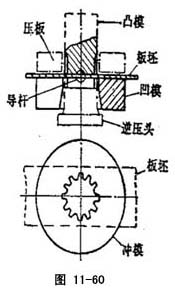
在冲压机床上,利用具有要冲制的齿轮齿形和尺寸完全相同的冲模(包括凸模凹模)见图11-60,凸模凹模之间有一定间隙。冲压时,板料置于凸模与凹模之间,凸模压入凹模,从板料上冲压成齿轮。凸凹模之间一般取板厚的2%~3%的间隙较合适,间隙过大造成较大喇叭口,过小则造成冲头卡住冲模。为减少冲压载荷产生的工件平面翘曲,可采用逆压头或压板。冲压齿轮多用于玩具和精度、强度较低的仪表用片状齿轮。
粉末冶金齿轮
粉末冶金齿轮是将铁、铜、石墨、硬脂酸锌及少量镍、铬等合金元素的粉末,按一定比例均匀混合后,进行冷压成形,在略低于该金属熔点以下温度烧结、整形而成的齿轮。
粉末冶金齿轮具有含油空隙、有浸透润滑油的作用,既使没有外部润滑,也能承载运转,磨损量小且稳定。但因内部存在空隙,因而齿轮的弯曲强度很低。
壳模精铸齿轮法
在预先加热到一定温度的金属型板上,覆盖一层混有酚醛树脂的石英砂或锆砂,同时加入少量的润滑剂及溶剂。覆盖物受热后,在型板上形成薄壳砂型,放炉内加温,壳型硬化后从金属型板上取出铸型,再将两片铸型用粘结剂或机械夹紧方式装配后即可进行浇铸,用这一方法精铸的齿轮,多用于精度要求不太高的大批量生产中。
压铸齿轮法
压铸齿轮是将金属熔液用高压压力精密的金属模内的特种铸造方法。主要用来制造大量生产的要求强度不太高的合金齿轮,如锌合金齿轮、铝合金齿轮和铜合金齿轮等。
压铸齿轮具有铸件尺寸精确、表面光洁的特点。一般压铸齿轮不再需要机械加工。
 石膏模铸齿轮法 石膏模铸齿轮法
石膏模铸齿轮是将烧石膏渗入白硅石、滑石、硅砂及石棉等,加水成浆状,注入木模或金属模或橡胶模的内腔。加水后约30~40min即可硬化,再加热100~250℃烘干成铸型。
此种铸造方法多用于熔点较低的如铜合金、铝合金及镁合金等铸造齿轮的中、小批量生产。
蜡模精铸齿轮法
用石蜡制成形状与被铸齿轮相同的模型,在其表面涂上耐火材料,硬化后蜡模表面结一层模壳,加热使模壳内的蜡模熔化流出,形成铸模,将金属浇入铸模内,凝固后可得到与蜡模同形的齿轮铸件,称为蜡模精铸齿轮法。
此法可得到整体铸型,可以精确地制造各种形状复杂的齿轮,如斜齿轮、锥齿轮和蜗杆等,可减少加工余量或勿需切削加工。
旋转拉齿法
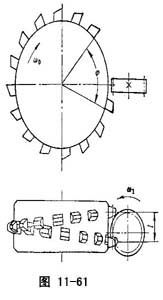
用于加工圆柱齿轮,采用大直径单圈滚刀在能够安装大直径滚刀的滚齿机上进行滚齿。刀齿为一圈螺旋线的单圈滚刀,可将连续切出的各个切削面很好地连接起来,如同拉刀一样,此种加工过程称为旋转拉齿。
单圈滚刀的螺旋线长度和直径应能布置足够多的刀齿,并有一段无刀齿的扇形区域,该区与工件相对时作径向进给,使工件进入切削。每个工件加工完后,刀具的位置应精确固定。要求机床和刀具有足够刚性,机床传动链间隙不能过大。见图11-61。
冷轧齿轮法
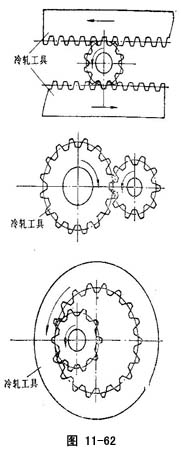 冷轧齿轮是一种滚轧加工法,它是借助齿轮形的滚轧工具与齿坯之间产生的展成运动,将滚轧工具紧压旋转的齿坯,使齿坯外圆产生塑性变形,形成凹凸形状,在滚轧工具与齿坯接触的相互转动时,凸起部分即被加工成所需的齿形。 冷轧齿轮是一种滚轧加工法,它是借助齿轮形的滚轧工具与齿坯之间产生的展成运动,将滚轧工具紧压旋转的齿坯,使齿坯外圆产生塑性变形,形成凹凸形状,在滚轧工具与齿坯接触的相互转动时,凸起部分即被加工成所需的齿形。
滚轧工具有齿条、内齿轮和外齿轮。在实际生产中以内齿轮为滚轧工具应用较广。
冷轧齿轮法可轧制各种齿轮如圆柱齿轮、锥齿轮等。见图11-62。
自由分度式冷轧齿轮法
是使滚轧工具和齿坯两者间一个作强制转动,一个作自由转动,将轧轮压向齿坯进行滚轧的方法。
自由分度式冷轧法不具备直接分度装置。为了轧制出规定齿数的齿轮,所选轧轮必须与齿坯直径有特定的尺寸关系,以保证分度齿数的精确。轧轮齿顶圈直径可近似地取 。 。
强制分度式冷轧齿轮法
是对滚轧工具和齿坯两者均作强制性的转动,使齿坯和滚轧工具之间保持一定转速比的转动进行滚轧。
采用强制分度式冷轧时,不要求轧轮必须具有分度齿数的尺寸关系,也就是轧轮的齿顶圈直径同齿坯直径无关。
拉拔齿轮法
是在拉拔机上将大于齿轮外径的长棒料,通过有阴齿轮形孔的模具进行拉拔加工。在拉拔过程中材料逐渐变成齿轮状,然后再用机械加工方法对拉坯车削、钻孔及切断或拉拔成盘状。
拉拔齿轮多用于钟表、仪器等齿轮。对钢材、不锈钢、高速钢、铝、黄铜及青铜等材料均可进行拉拔加工。
冷挤齿轮法
冷挤工艺是标准挤轮与齿坯之间,在一定压力下,按照圆柱齿轮作无侧隙啮合的展成原理。冷挤齿轮的工艺方法,是一种无切屑的精加工方法。
 冷挤齿轮可在挤齿机上加工,挤轮采用高速钢或铬锰钢经过热处理进行磨齿加工,成为渐开线修形齿形。 冷挤齿轮可在挤齿机上加工,挤轮采用高速钢或铬锰钢经过热处理进行磨齿加工,成为渐开线修形齿形。
冷挤齿轮的特点是生产率比剃齿高3~4倍;齿面粗糙度可达Rα1.25;齿轮强度高;挤轮易于制造。冷挤有孔齿轮时,必须先挤齿后再加工孔。挤斜齿轮要用与工件对应螺旋角的挤轮。挤齿加工的齿坯热处理硬度要均匀,以保证稳定的挤齿质量。
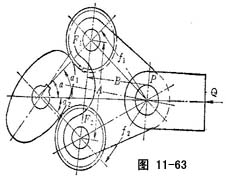
非圆齿轮冷轧法
是按照展成原理进行的一种冷轧齿轮方法。轧具由两个轧轮和其它附件组成。如图11-63所示,轧轮之间以一定的中心距安装在叉形支架上,支架通过销轴与支座联接,以销轴为支点进行左右摆动。轧制时,从一个方向以一定的进给压力,通过弹簧压在支座上,再分别传递给两个轧轮。另外在齿坯上加装具有与非圆齿轮的周节相同形状的样板和在一个轧板轴上安装非圆轴环,可以实现恒定的轧入量。在另一个轧轮轴上安装分度轧轮,可以完成齿数分度。见图11-63。
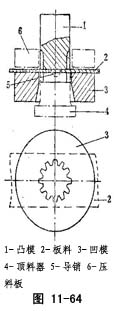 冲裁齿轮 冲裁齿轮
按仿形法原理利用齿形和尺寸与所要冲制的齿轮齿形和尺寸相同的冲模,将板料夹在凹模和凸模之间,以凸模压入凹模,按照齿形轮廓在板料厚度方向作剪切变形,从板料上冲出齿轮,该齿轮称为冲裁齿轮。见图11-64。
冲裁齿轮精度取决于冲模的加工精度。冲裁齿轮断面形状和质量取决于冲模的间隙,其间隙一般可取板料厚度的3%~5%。冲裁齿轮在较大载荷作用下,齿的局部变形大于机械加工齿轮。
该齿轮多用于玩具和其它对精度要求不太高的片状齿轮。目前,模具的加工应用电火花工艺,可冲裁出精密齿轮。
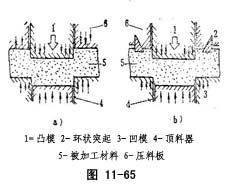
精密冲裁齿轮
精密冲裁齿轮是利用金属材料在高的静水压力下,可以提高其延伸性。剪切过程如图11-65所示,即对材料施以高的静水压力,以控制从工具刀口处所引起的开裂,从而获得完全平滑的齿面。
该加工方法优点是齿轮的冲裁断面沿板厚方向的锥度很小且平滑。缺点是加工成本高。
 精密冲裁齿轮已广泛用于汽车、钟表、纺织机、缝纫机及其它精密机器用的齿轮。 精密冲裁齿轮已广泛用于汽车、钟表、纺织机、缝纫机及其它精密机器用的齿轮。
热轧齿轮法
热轧齿轮是由热轧装置(由齿坯加热器和轧机组成)利用高濒感应加热,使齿坯达到1000℃左右,形成热塑状态,并按渐开线展成原理,轧机在齿坯和轧轮间加压,使齿坯一次轧制成形的一种无切屑加工方法。
热轧齿轮法与一般切齿加工法相比其优点是:可提高生产率15%~30%,提高齿轮强度10%~30%,节约原材料5%~15%,降低成本15%~20%。但热轧齿轮一般仅能轧制出8~9级精度的齿轮,若要求高精度齿轮,还应在轧制后采用冷挤,或剃齿或磨齿等精加工工艺。热轧齿轮多用于汽车、农业机械、矿山机械中。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |