 齿轮刀具・滚刀(一) 齿轮刀具・滚刀(一)
阿基米德滚刀
 渐开线齿轮滚刀的基本蜗杆是渐开线蜗杆,它在轴向平面中的齿廓是曲线,制造和检验较难,当蜗杆导程角很小时,齿廓曲线接近直线,因此在生产中,常用阿基米德蜗杆作为渐开线齿轮滚刀的基本蜗杆,渐开线齿轮滚刀其切削刃都在阿基米德蜗杆的螺旋面上,故称阿基米德滚刀。 渐开线齿轮滚刀的基本蜗杆是渐开线蜗杆,它在轴向平面中的齿廓是曲线,制造和检验较难,当蜗杆导程角很小时,齿廓曲线接近直线,因此在生产中,常用阿基米德蜗杆作为渐开线齿轮滚刀的基本蜗杆,渐开线齿轮滚刀其切削刃都在阿基米德蜗杆的螺旋面上,故称阿基米德滚刀。
阿基米德蜗轮滚刀
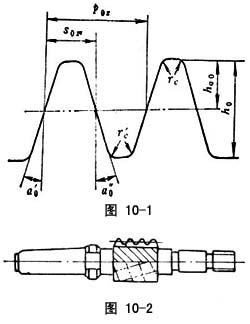
滚刀侧切削刃置于阿基米德蜗杆螺旋面上的蜗轮滚刀。为保证全部刃口处于阿基米德蜗杆的螺旋面上,该滚刀只允许做成零度前角。轴向十面为直线刃廓,如图10-1所示。
柄式蜗轮滚刀
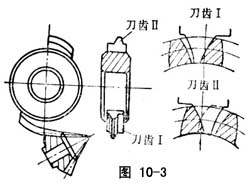
滚刀和支持轴做成一体的滚刀(轴滚刀)。多用于较小模数、较小尺寸的蜗轮。为节省高速钢,亦可采用对焊形成。如图10-2所示。
不铲磨镶齿滚刀
通常的齿轮滚刀齿形表面都是经过铲磨的,鉴于铲磨时砂轮直径小,磨削效率低,且表面粗糙度商,铲磨的长度仅为齿背的l/2~2/3。改变滚刀结构,使用螺纹磨床磨削齿形,用装配的方式获得后角的滚刀,称为不铲磨镶齿滚刀,又叫圆磨法滚刀。
成形定装滚刀
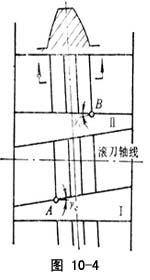
一种按仿形法加工原理加工小模数直齿锥齿轮的滚刀。成形定装滚刀通常制成两个刀齿(有时为双头4个刀齿),它们在基本蜗杆螺旋面上的位置相差180°。每个刀齿有一个成形切削刃,分别加工齿槽的左右两侧表面,如图10-3所示。刀齿另一侧切削刃只切除金属,不形成齿轮齿面。成形切削刃必须对准齿数中心,不能偏移,故称为定装滚刀。
齿轮滚刀
齿轮滚刀实际上是一个螺旋角很大,齿数(或头数)很少,在给定截面内具有基本齿廓,并开有容屑槽及刀刃的圆柱或圆锥蜗杆,是按展成法加工齿轮轮齿的一种齿轮刀具,目前它被广泛应用于加工各种类型、各种齿廓的外齿轮。齿轮滚刀按其功用可分为:精切滚刀、粗切滚刀、磨前滚刀和剃前滚刀等;按基本齿廓可分为:渐开线齿轮滚刀(齿条滚刀)、摆线齿轮滚刀、圆弧圆柱齿轮滚刀及特种滚刀等,按结构型式分为:整体滚刀和镶片滚刀;按精度等级又可分为AAA、AA、A、B和C级。滚刀加工精度、生产效率均高,应用范围广泛,是目前用量最大的齿轮刀具。
齿轮用蜗形滚刀
主要用于粗加工多参数齿轮。蜗形滚刀的齿高可适当降低,或制成各齿齿厚不相等的锥形螺旋。
大模数粗加工齿轮滚刀
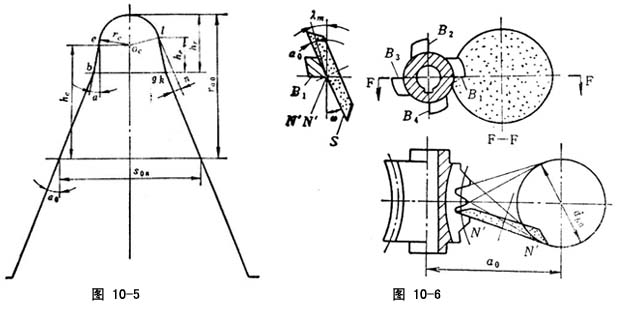
 交错容屑槽的多段组装式滚刀,如图10-4所示。I槽前刀面为左旋的容屑槽,Ⅱ槽为直的前刀面或右旋的容屑槽,使滚刀的左、右切削刃廓为正前角;滚刀可分成几段,每段容屑槽都交错排列,切入端呈锥形,圆柱段和锥形段之间可用垫圈调整滚刀长度,以扩大加工齿数范围。该滚刀适用于大模数齿轮的粗加工,生产效率较高。 交错容屑槽的多段组装式滚刀,如图10-4所示。I槽前刀面为左旋的容屑槽,Ⅱ槽为直的前刀面或右旋的容屑槽,使滚刀的左、右切削刃廓为正前角;滚刀可分成几段,每段容屑槽都交错排列,切入端呈锥形,圆柱段和锥形段之间可用垫圈调整滚刀长度,以扩大加工齿数范围。该滚刀适用于大模数齿轮的粗加工,生产效率较高。
大压力角滚刀
为避免或减小齿轮根切,所设计的齿形角比标准值大的非标准专用滚刀。这种滚刀主要用于滚切大压力角齿轮或少齿数齿轮。
带齿顶凸角和齿根修缘的剃前滚刀
能均匀留有剃前余量的滚刀。
带圆头的齿轮滚刀
用于磨前齿轮加工的滚刀。法向基本齿廓如下图10-5所示。它由直线、齿顶圆弧及连接线三部分组成。
单头蜗轮滚刀
蜗轮滚刀基本蜗杆的齿数z1=1的蜗轮滚刀。
倒棱滚刀
齿轮倒角所用的滚刀称倒棱滚刀。对直齿和斜齿圆柱齿轮进行倒角,只需在滚齿机上按计算结果调整滚刀和工件的相对位置。
镀层硬质合金滚刀
在硬质合金滚刀的表面上涂覆一层(5~12μm)硬度高、耐磨性好的物质(如TiC、TiN等),这种涂层后的新型滚刀,称镀层硬质合金滚刀。该滚刀既有高硬度和高耐磨性的表面,又有良好刃性的基体,进一步提高了滚刀的耐用度和降低了刀具成本。目前,该滚刀用于高效率、高精度甚至高硬材料齿轮的半精加工及精加工。
多头蜗轮滚刀
基本蜗杆齿数z1>1的蜗轮滚刀称多头蜗轮滚刀。
法向直廓滚刀
渐开线齿轮滚刀的基本蜗杆――渐开线蜗杆,在法向平面中的齿廓是曲线,为便于制造,常用法向齿廓为直线的基本蜗杆来代替,这种法向刃廓为直线的滚刀称法向直廓滚刀。
法向直廓蜗轮滚刀
滚刀切削刃的刨成表面为法向直廓基本蜗杆(ZN蜗杆)螺旋面的蜗轮滚刀。均为螺旋容屑槽。
非全切式小模数齿轮滚刀
齿底不参加切削工作,全齿高h=2.7m的小模数齿轮滚刀,目前主要采用这种滚刀。
环面蜗轮滚刀
是加工环面蜗轮的滚刀。亦即基本蜗杆为环面蜗杆的滚刀。对于直线齿弧面蜗轮滚刀轴向齿形仍为直线,可采用上图10-6所示的原理磨出滚刀的后刀面。
加工多头蜗轮的单头蜗轮滚刀
根据交错轴斜齿圆柱齿轮的啮合原理制成的加工多头蜗轮的一种单刀蜗轮滚刀。该单头蜗轮滚刀的法向齿距等于多头蜗杆的法向齿距,法向齿形角等于多头蜗杆法向齿形角,这样保证单头滚刀加工的多头蜗轮能与多头蜗杆正确啮合,适用于间接展成法加工蜗轮的场合。合理设计单头蜗轮滚刀参数与多头蜗杆参数之间的关系,以单头代多头蜗轮滚刀是目前一个值得重视的工艺问题。
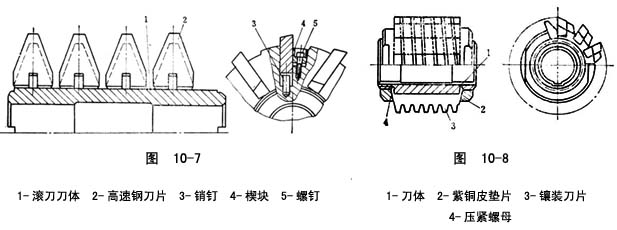
尖齿单个刀片镶齿滚刀
是一种组装式滚刀。下图10-7所示为适用于模数大于20mm的尖齿单个刀片镶齿滚刀,这种滚刀的结构是按滚刀螺旋线方向安置销钉,刀片下部做有与销钉相配合的小槽,使每个刀片之间也按滚刀的螺旋线方向排列。刀片借助楔块实现径向夹紧,楔块的楔角为7°~8°。这种结构的镶齿滚刀刀片勿需铲磨,而是用钝以后,将拆下的刀片装在专用的夹具中刃磨后刀面,角度较大,提高了刀具的耐用度,但对滚刀刀体,刀体的制造精度要求较高。
尖齿环面蜗轮滚刀
背为直线形的非铲磨环面蜗轮滚刀(利用两平面相交获得准确齿形的同时,由砂轮倾斜角与该点导程角之差构成后角)称尖齿环面蜗轮滚刀。
渐开线蜗轮滚刀
基本蜗杆为渐开线蜗杆(ZI蜗杆)的蜗轮滚刀。蜗轮滚刀实际是一种特殊的齿轮滚刀,其基本蜗杆理论上是渐开线蜗杆,所以渐开线蜗轮滚刀适用于精确造型的蜗轮滚刀。这种滚刀的侧铲面在轴向截面的齿廓和在基圆柱切平面内的齿廓均不是直线,所以制造和检测较困难。
径节滚刀
加工径节制齿轮所用的滚刀。滚刀以径节为基本参数。
径向蜗轮滚刀
滚切蜗轮时,除滚刀和工件形成展成切削运动外,蜗轮滚刀还间歇地沿被加工蜗轮半径方向位移,直至达到规定的中心距a0位置。采用这种方式加工蜗轮的蜗轮滚刀称为径向蜗轮滚刀。是常用的蜗轮滚刀。
螺母锥面压紧式镶齿滚刀
用一端有锥面的螺母,将镶装刀片压紧在刀体槽内的滚刀。由刀体、紫铜垫片、镶装刀片和压紧螺母组成。适用于中等模数的直槽镶齿滚刀。如上图10-8所示。
螺旋槽零前角圆弧圆柱齿轮滚刀
该滚刀的特点是以圆弧圆柱齿轮的基本齿形作为滚刀的法向齿形。刃廓圆弧中心位于滚刀节线上;加工凹形齿的滚刀刃廓圆弧中心不在节线上,而是离其有一段距离e。
螺旋槽蜗轮滚刀
当蜗轮滚刀的基本蜗杆导程角γ0>5°时,为保证齿形两侧刃的切削条件一致,常采用与滚刀螺旋方向相反,螺旋导程角相等的螺旋容屑槽,这种结构形式的滚刀称螺旋槽蜗轮滚刀。
模数滚刀
加工模数制齿轮所用的滚刀。滚刀以模数为基本参数。
磨前滚刀
按展成法原理用于磨齿前粗加工齿轮的一种齿轮滚刀,和普通齿轮滚刀相比只是适当地减小了齿厚,和对齿形进行必要的专门设计计算。
内齿轮用成形滚刀
按仿形法加工大直径多齿数内齿轮所用的滚刀。齿形近似于梯形。
普通圆柱蜗轮滚刀
以应用最广泛的ZA蜗杆、ZN蜗杆、ZI蜗杆和NK蜗杆为基本蜗杆的蜗轮滚刀,称为普通圆柱蜗轮滚刀,简称普通蜗轮滚刀。是最常用的一种加工普通蜗轮的刀具。
切向蜗轮滚刀
采用切向进给方式加工蜗轮时所用的蜗轮滚刀。如下图10-9所示。亦即在规定的中心距位置,除滚刀与工件做展成运动外,同时还沿自身轴线作进给运动。切向蜗轮滚刀可改善切削条件和减轻切削负荷。滚刀在进给方向的前端做成切削锥部,切削锥角一般取11°~13°。
全切式小模数齿轮滚刀
滚刀的齿底与齿轮毛坯外圆之间没有顶隙、滚刀的全齿高h=2.35m。这种滚刀加工的齿轮便于齿圈跳动的测量和齿厚的控制,啮合顶隙均匀。但滚刀的齿高和齿厚尺寸要求较严,齿底需平直且齿底圆角半径不宜太大,所以制造比较困难。
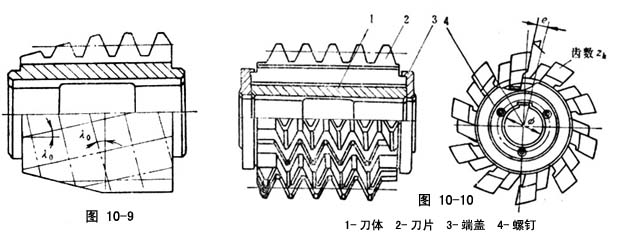
热套镶齿条式齿轮滚刀
模数m>10mm的组装式大模数齿轮滚刀。将高速钢制成的齿条刀片和结构钢制成的刀体经热处理后,沿半径方向把所有的刀片压入刀体的刀片槽内,经加工的两端轴台上套入加热后的端盖,冷却后即可将刀片紧固在刀体上。上图10-10所示为这种滚刀的结构,由刀体、刀片、端盖和螺钉组成。该滚刀价格低,便于制造和刃磨。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |