 齿轮刀具・滚刀(二) 齿轮刀具・滚刀(二)
双导程蜗轮滚刀
根据双导程蜗杆与蜗轮的啮合原理,把用来切制双导程蜗杆副中蜗轮的蜗轮滚刀称为双导程蜗轮滚刀。这种滚刀就似开有容屑槽且带有后角的双导程蜗杆,全部刃口分布于蜗杆的螺旋表面上。
双压力角式剃前滚刀
采用双压力角式的剃前滚刀齿形。这种滚刀滚齿后的剃前余量不够均匀。
双圆弧圆柱齿轮滚刀
法向刃廓为双圆弧圆柱齿轮基本齿廓的滚刀。用于加工双圆弧圆柱齿轮。它和单圆弧圆柱齿轮滚刀的区别在于可用一把滚刀加工出相啮的一对齿轮。
套式蜗轮滚刀
用刀具内孔与机床主轴相联结的蜗轮滚刀(见切向蜗轮滚刀图)。常用于加工直径较大的蜗轮。
剃齿前齿轮滚刀
剃齿前粗切齿轮用的滚刀。根据留剃余量的不同,剃前滚刀的齿形分为:带齿根凸弧和齿根修缘的剃前滚刀、双压力角式剃前滚刀和小模数剃前滚刀。
体内磨齿形的不铲磨镶齿滚刀
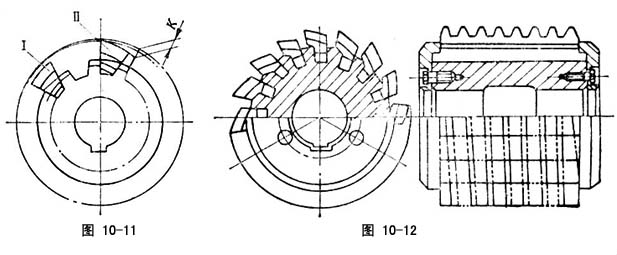
利用滚刀刀体作为磨削刀具刃廓夹具的不铲磨镶齿滚刀。刀齿装在滚刀刀体上的梯形槽中,见下图10-11所示位置Ⅰ,经磨削刃廓后,将刀齿翻转180°,装于位置Ⅱ,获得后角,称为体内磨齿形的不铲磨镶齿滚刀。
体外磨齿形的不铲磨镶齿滚刀
刀齿刃廓利用专用的工艺刀体磨削。工艺刀体上夹持刀齿的刀槽偏离其中心,使刀齿装上后,前刀面离开中心线e,然后在蜗杆磨床或螺纹磨床上磨出刃廓。将磨完的齿条刀齿装到刀体上,使前刀面位于滚刀中心线上,形成刀齿的后角,称之为体外磨齿形的不铲磨镶齿滚刀,其结构如上图10-12所示。
镶片滚刀
又称镶齿滚刀,齿轮滚刀模数较大时采用的一种组装式滚刀,其优点是节约高速钢,镶齿刀片易于锻造,金相组织细化,切削性能好,耐用度高。
镶圆柱形梳刀的不铲磨齿轮滚刀
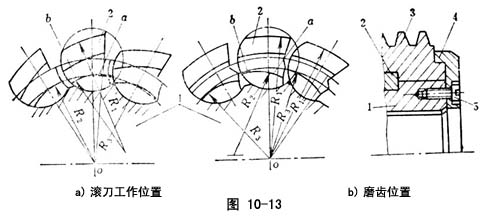
镶圆柱形梳刀的不铲磨齿轮滚刀(图10-13),是利用刀体做为磨齿夹具,用端面环4沿a表面 (半径为R2)将具有刀齿的圆柱形梳刀3紧固在刀体1的圆柱形槽中,圆环用螺钉5固紧,梳刀的纵向位置由安装在刀体1槽中的圆弧形键2确定。磨齿形时,梳刀装在刀体中,用端面圆环半径为R3的b表面紧固(图10-13b)在螺纹磨床上磨刀齿刃廓,然后再磨半径为R1的外圆表面,磨齿后按图10-13a所示安装梳刀以得到后角。这种滚刀的优点是刃磨次数增多。
小模数齿轮滚刀
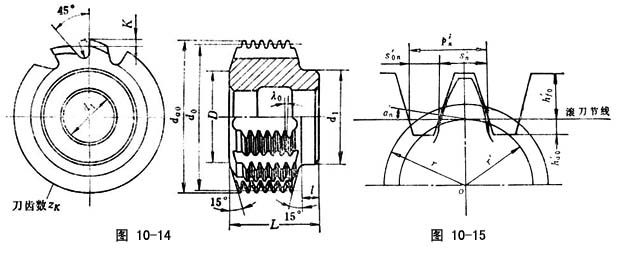
模数小于1.5mm的齿轮滚刀。适用于仪器和仪表齿轮的加工,由于加工精度和生产率都较高,因此是小模数圆柱齿轮加工最常用的刀具。小模数滚刀的精度有AAA、AA和A级,分别用于加工6~8级精度的齿轮。滚刀的结构和基本尺寸如下图10-14所示。
小模数剃前滚刀
同于小模数剃前粗切齿轮的滚刀。和小模数齿轮滚刀不同之处是齿形角稍小一些,滚切后的轮齿剃齿余量不均匀。
小压力角齿轮滚刀
是指滚刀的齿形角小于被加工齿轮压力角的齿轮滚刀。该滚刀的优点是:可降低齿轮表面的不平度而提高进给量;增加滚刀刀齿的齿顶宽度。当用小压力角滚刀加工齿轮时,滚刀的法向齿形角应等于滚切节圆r′处的齿轮压力角(图10-15),所以滚刀的齿距、齿厚等参数都将改变。
硬质合金齿轮滚刀
以硬质合金为材质的齿轮滚刀。目前硬质合金小模数齿轮滚刀使用广泛;中模数硬质合金滚刀对有色金属和夹布胶木齿轮加工取得了较好效果,用硬质合金滚刀加工硬齿面齿轮亦取得一定效果,加工硬齿面齿轮滚刀只用侧刃进行切削。刀刃做成约30°的负前角,切齿效率比磨齿提高许多。
圆弧齿轮滚刀
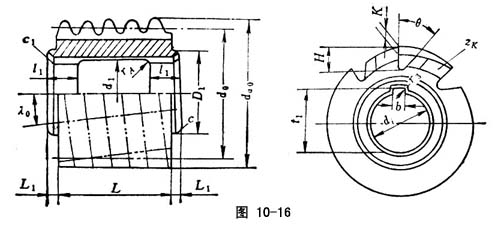
基本齿条的法向(或端面)的可用刃廓为圆弧(或近似圆弧的某种曲线)或双圆弧的齿轮滚刀是加工圆弧圆柱外齿轮的最常用刀具。我国已有际准系列。圆弧齿轮滚刀按结构型式分直槽和螺旋槽两种;按刃廓形状和用途分单圆弧齿轮滚刀(凸形刃廓与凹形刃廓两把为一组相配使用)和双圆弧齿轮滚刀。如下图10-16所示。
圆弧齿蜗轮滚刀
基本蜗杆为圆弧齿圆柱蜗杆(ZC蜗杆)的滚刀。按其基本蜗杆的类型可分为ZC1、ZC2、ZC3型蜗轮滚刀。
圆弧圆柱齿轮滚刀
是加工圆弧圆柱齿轮所用的滚刀。按结构形式分螺旋槽圆弧圆柱齿轮滚刀和直槽圆弧圆柱齿轮滚刀;按其法向刃廓形状分单圆弧圆柱齿轮滚刀和双圆弧圆柱齿轮滚刀。
整体滚刀
模数和尺寸较小的用一种材质制成刀齿和刀体的齿轮滚刀。目前,常用的有整体高速钢滚刀和整体硬质合金滚刀。这种滚刀适用于模数和尺寸较小的场合。
正前角滚刀
指前角为正值的齿轮滚刀。它与零度前角滚刀相比,在切削齿轮时减小了切屑变形,及切屑流经前刀面时所产生的摩擦力,从而减小了切削力,降低了切削温度,延长了刀具寿命,另外生产率较高,齿面粗糙度较低。适用于齿轮的精加工和半精加工。
直槽圆弧圆柱齿轮滚刀
为便于制造和刃磨圆弧圆柱齿轮滚刀,将导程角较小的圆弧圆柱齿轮滚刀改为直槽容屑槽,由于滚刀基本蜗杆的法向齿形为圆弧圆柱齿轮的基准齿形,为此直槽圆弧圆柱齿轮滚刀的前刀面齿形必须进行计算。计算方法参考有关资料。
直槽蜗轮滚刀
蜗杆导程角γ0≤5°时,为易于制造蜗轮滚刀的容屑槽常采用直沟形式,称为直槽蜗轮滚刀。
直槽正前角滚刀
当滚刀的螺纹升角不大(即<7°)时,为了提高滚刀的切削性能和便于刃磨,滚刀做成前角为正值的直槽形式,这种滚刀称为直槽正前角滚刀。
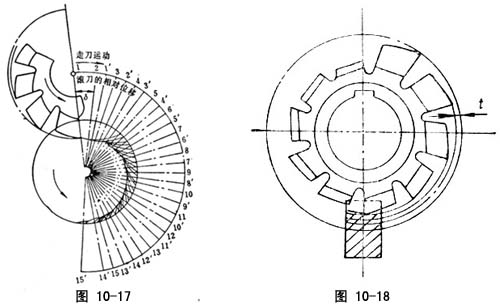
蜗杆用蜗形滚刀
加工蜗杆用的蜗形滚刀。按交错轴斜齿圆柱齿轮啮合原理加工蜗杆,生产率高。切削图形如下图10-17所示。
蜗轮滚刀
切削刃置于基本蜗杆螺旋面上,按蜗杆副啮合特性,用直接展成法(或间接展成法)加工蜗轮的刀具,称蜗轮滚刀。蜗轮滚刀的基本蜗杆类型和基本参数必须与工作蜗杆相同,或稍有区别形成间接展成,所以它是一种专用刀具。蜗轮滚刀分类方法颇多,按基本蜗杆类型分类有阿基米德蜗轮滚刀、渐开线蜗轮滚刀等;按进给方式分为切向蜗轮滚刀和径向蜗轮滚刀;按结构分为柄式蜗轮滚刀和套式蜗轮滚刀等。蜗轮滚刀加工的蜗轮精度较高,生产效率也高,所以被广泛使用。
蜗形滚刀
蜗形滚刀是安装滚刀的一种。蜗形滚刀的各齿高度不等,一般只有1~2圈刀齿,每个刀齿都参于切削。它是具有高生产率的粗加工滚刀。如上图10-18所示。
ZC1和ZC2型蜗轮滚刀
基本蜗杆为ZC1和ZC2型蜗杆,适用于加工与ZC1或ZC2蜗杆相啮合的蜗轮所用的滚刀。
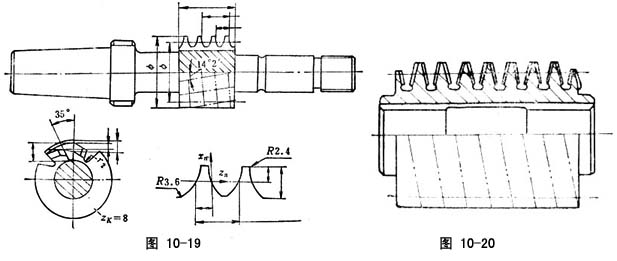
ZC3型蜗轮滚刀
轴向平面为圆弧刃廓的蜗轮滚刀。用于和ZC3蜗杆共轭的蜗轮的加工,下图10-19所示为m=12mm、q=8、x=0.833、 ρ0=55mm、 α0=20°右旋、z0=2,S0=0.6πm的ZC3型蜗轮滚刀。
ZC3型直槽蜗轮滚刀
容屑槽和轴线方向一致的ZC3型蜗轮滚刀。其刃廓和基本蜗杆轴向齿廓应相同,但实际上,为实现“最佳”啮合略图,常使滚刀刃廓圆弧半径 ρ0稍小于基本蜗杆的圆弧半径ρ1。
容屑槽为螺旋方向的ZC3型蜗轮滚刀。采用螺旋槽时,滚刀切削刃廓应置在基本蜗杆螺旋面和螺旋槽前刃面的交线上,为此滚刀刃廓需进行设计计算。如上图10-20所示。
ZK型蜗轮滚刀
为适合蜗轮的精切加工,将蜗轮滚刀与原蜗杆一起在蜗杆磨床上磨出螺旋面,再对滚刀铲磨齿背(后刀面),保留滚刀刃口处有一条均匀的基本蜗杆螺旋面棱带。这种滚刀精度虽高但刃磨次数少,刀具寿命短。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |