 齿轮加工机床・其他 齿轮加工机床・其他
齿轮加工机床
使用仿形法或展成法,加工各种齿轮、蜗轮、齿条、轴齿轮等齿轮轮齿的机床。其种类繁多,主要有:滚齿机、插齿机、铣齿机、拉齿机、剃齿机、磨齿机、研齿机、珩齿机、抛光机以及齿轮的少、无切削加工机床等。
随着新型齿轮的出现、齿轮工艺学的发展、齿轮加工机床的品种、结构形式、加工精度,自动化程度等也必将迅速发展。
滚齿机传动系统图
图9-11表示滚齿机中从电机到滚刀的各种传动路线(速度传动路线、分齿传动路线、进给传动路线和差动传动路线等)和运动特性的图形。
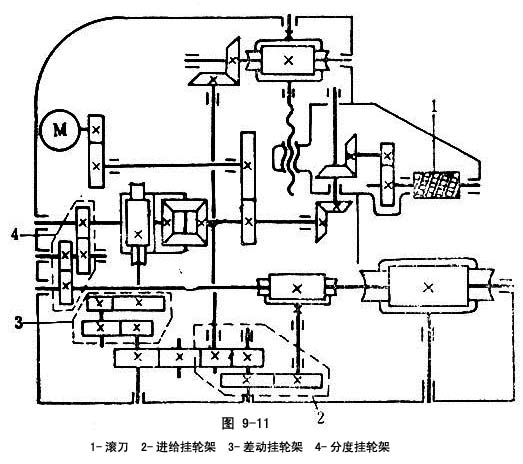
滚齿机的调整
为了用齿轮滚刀加工出给定齿数和螺旋角的合格齿轮,对运动参数及机床啮合参数的计算,刀具和毛坯的正确安装,以及运动、啮合、速度参数的实现等工作统称滚齿机的调整。滚齿机的调整大致分为:滚刀安装角的计算与调整;切削速度的调整;分齿挂轮的计算与调整;刀架垂直进给量的调整;差动挂轮的调整等。
人字齿轮加工机床
加工人字齿轮齿面的机床。该机床在加工工件时主要采用展成法原理,在人字齿轮结构具有特殊要求时也用仿形法。该机床通过差动换向机构,在人字齿的转折点换向切削出人字齿轮。这种机床专用于人字齿轮加工。加工精度可达一般滚齿机精度。
锥齿轮研齿机
用于研磨锥齿轮及准双曲面齿轮齿面的机床。可以修整齿轮在淬火过程中的微量变形,获得鼓形齿面,改善齿轮副的接触状况,降低噪声,提高传动平稳性。经研磨后的齿轮,齿面粗糙度可减小至Ra1.6~0.80μm,齿轮精度也略有提高。锥齿轮研齿机是锥齿轮加工配套设备之一。
锥齿轮加工机床
用于加工直齿、斜齿、弧齿、延长外摆线齿和准渐开线齿等锥齿轮轮齿的机床。常用的有直齿锥齿轮刨齿机、双刀盘直齿锥齿轮铣齿机、直齿锥齿轮拉铣机、弧齿锥齿轮铣齿机、弧齿锥齿轮磨齿机、延长外摆线齿锥齿轮铣齿机、准渐开线齿锥齿轮铣齿机、锥齿轮研齿机、直齿锥齿轮粗切机等。
挤齿机
为提高齿轮精度和降低齿面粗糙度,利用高硬度无切削刃的挤轮与被加工齿轮自由啮合,将齿面碾光的机床。
弧齿锥齿轮倒棱机
加工弧齿锥齿轮的配套设备。具有双主轴。采用高速钢切刀按连续分度法对弧齿锥齿轮的大端和小端同时倒棱。亦可对圆柱斜齿轮进行倒棱。本机床主要用于大批量生产,因此,应按加工对象配置专用的刀具、夹具和分齿交换齿轮。
弧齿锥齿轮拉齿机
用端面盘形拉刀按成形法或螺旋成形法精切弧齿锥齿轮大轮齿面的锥齿轮加工机床。
弧齿锥齿轮粗切机
用于粗切弧齿锥齿轮齿面的机床,大轮初切机采用切入法,小轮粗切机采用滚切法。
直齿锥齿轮粗切机
按展成法粗切直齿锥齿轮齿面的机床。该机床生产效率高,主要适用于大批量生产的汽车和拖拉机制造业。本机床除粗加工直齿锥齿轮外,还可以粗加工圆柱齿轮和端面离合器。
圆柱蜗杆铣床
采用插齿刀式刀具铣切圆柱蜗杆的专用机床。适用于大批量生产。
倒坡环面蜗杆铣床
采用多刀头刀盘对环面蜗杆齿面进行精加工及切“倒坡”的专用机床。生产效率高,具有半自动工作循环性能。通常与环面蜗杆铣床配套使用。
齿轮抛光机
专用于抛光齿轮齿面的抛光机床。按展成法采用木制齿轮与被抛光齿轮在啮合过程中抛光齿面,齿面压力由重锤调整。抛光后,整个齿面的粗糙度可减少到Ra0.012~0.025μm,适用于仪表工业。
齿轮倒角机
对滑移齿轮的尖端部倒圆的机床。该机床一般为半自动循环,工作台可进行不等量进给。这是生产齿轮变速箱和其它齿轮移换机构不可缺少的加工设备。
扇形齿板抛光机
应用成形木轮抛光扇形齿板齿面的机床。利用附件尚能抛光蜗杆螺纹齿面。抛光后齿面粗糙度可减Ra0.80~0.40μm。
仪表齿轮加工机床
一种小型齿轮加工机床。一般最大加工直径小于80mm,最大加工模数不超过1.5mm。适用于钟表、仪器、仪表等精细小齿轮的切削加工。它包括分度铣齿机、端面铣齿机和抛光机等。
研齿机
研磨齿轮齿面的专用机床。应用三个涂有磨料的铸铁齿轮作为研磨轮,由工件齿轮带动旋转,同时工件齿轮还沿自己的轴线作往复运动。三个研磨轮的轴线,可让其全与工件轴平行,也可让其中一个与工件轴线平行,另两个与工件轴成一角度,造成研磨中的横向滑动,提高研磨效果。研磨齿轮可以消除齿轮淬火后的变形或误差,降低齿面粗糙度。
椭圆齿轮冷轧机
采用无切削方法轧制椭圆齿轮的设备,轧制方法多用自由分度式。这种设备一般用车床改装,即在刀架部分,装上轧轮支座和进给压紧装置,轧轮支座与后面的进给丝杠之间,装有圆柱形螺旋压缩弹簧,利用转动丝杠来操纵轧轮支座的进给或退出,从而轧制出椭圆齿轮。
直齿锥齿轮拉齿机
用直齿锥齿轮圆盘拉刀切削直齿锥齿轮齿面的锥齿轮加工机床。生产效率高,但刀具复杂,造价昂贵,对每一种齿轮均需用专用刀盘,只适用于大量生产的场合。
轴状锥齿轮淬火压床
亦称轴状锥齿轮淬火机。用于轴状锥齿轮淬火的辅机,一般具有减小热处理变形的装置。
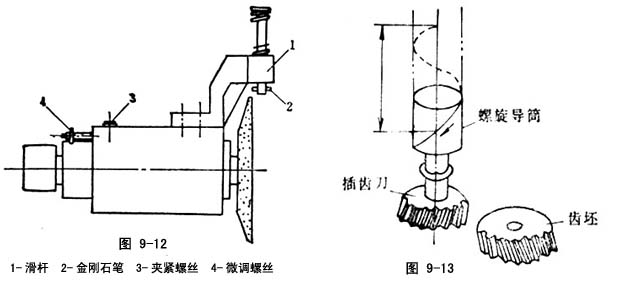
砂轮修整器
是一种修整砂轮的机构。为了磨出正确的齿形,要求砂轮磨削平面必须是一个足够精确的,且与磨头工艺圆相切的平面。为此,砂轮平面在磨削时,还应经常用金刚笔修整。
修整方法是在磨头主轴的上方安装一个能装卡金刚石笔的往复移动的滑杆1,滑杆的移动方向与砂轮平行。滑杆滑动时,装在上面的金刚石笔2沿砂轮平面移动,此时转动砂轮,磨削平面便被修整出来。砂轮平面修整器见图9-12。
双曲柄机构
在齿轮加工机床中,使滚圆盘(即得到展成运动的机构)得到既回转又沿水平方向移动的复合运动的机构。
为了真正实现万能滚圆盘,在SD-32-X型马格磨齿机上,将“X机构”改为双曲柄机构(或叫正弦尺机构)。
刀架
在机床中,安装齿轮刀具并能定心和夹紧的部件。
分度工作台
数控机床用以完成分度的辅助运动工作的工作台。它按照控制系统的指令,将工作台回转一定的角度,通常仅能作规定好度数的分度运动。常见的分度工作台按定位机构特性分端面齿盘式和定位销式。
机床变速箱
改变机床主运动速度的机构。它可以单独地装在一个箱体内构成机床的一个部件,也可以与其他结构共同装在一个箱体内,如与主轴部件装在一起时,称主轴变速箱。变速的方法为:通过变更传动件的组合实现有级变速;采用机械的、液压的或电力的机构实现无级变速。
螺旋形导套
在插齿机中实现插齿刀作螺旋运动的机构。该机构安装在插齿机主轴上。见图9-13。
磨斜齿时的运动机构
在磨齿机中,实现工件螺旋运动的机构。它是在展成机构的基础上加了一个螺旋运动导向装置实现的。如图9-14磨斜齿时的运动机构,该装置是在支架4的下方安装滑块5,该滑块能在导向槽1内移动,支架4也能在工作台2上水平移动。当磨直齿时,把导向槽转向圆旋盘的0°位置,导向槽就和工作台2的送进方向相同,这时,支架4在进给过程中不产生与进给方向垂直的水平移动,因而工件不产生螺旋运动。当磨斜齿轮时,把导向槽转动一个滚动圆螺旋角,在工作台2沿工件轴向进给时,支架4就在滑块5斜向运动下产生垂直于进给方向的水平移动,从而使滚圆盘得到一个附加转动,于是形成工件的螺旋运动。
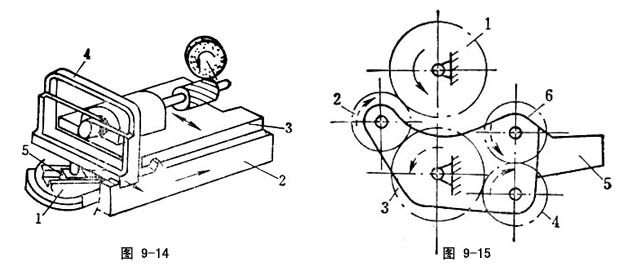
三惰轮换向机构
在主动轮1与从动轮3之间装有三个惰轮2、4、6。操纵手柄5向下,齿轮1、2、3、啮合,从动轮转向如图9-15。手柄5向上,齿轮1、3、4、6啮合,从动轮3反向转动。若手柄5处在中间位置,主动轮1与轮2或轮6均不啮合,轮3不动。该机构比三星轮换向机构多一个惰轮,但可使主、从动轮的中心距减小,且无使手柄5改变方向的力矩。
砂轮磨损自动补偿机构
在磨削齿轮时,砂轮磨损后实现自动修整及补偿的机构。如碟形砂轮的工作棱边很窄,因此在磨削过程中将不断地被磨损,结果就使工件产生齿距误差。为了防止这种情形出现,在磨头上装有一套自动补偿机构,使砂轮工作棱边始终保持在某一固定位置上。
热轧齿轮机
一种按展成法热轧成形齿轮轮齿的设备。轧制时,轧轮与齿坯作精确的对滚运动,同时轧轮相对于齿坯作径向进给。齿坯的顶紧、轧轮的进给、感应加热器的进退等均由液压控制。齿坯外缘加热到塑性状态时,主轧缸自动进给。热轧齿轮机易于操作,制件质量好,生产率高,适于大批量生产。热轧齿轮机见图9-16。
冷精轧齿轮机
一种冷挤、冷精整齿花的设备。分自由冷精轧和强制冷精轧两种型式。按轧轮数目分单轧轮、双轧轮和三轧轮三种。自由冷精轧是轧轮与齿坯作自由对滚运动。强制冷精轧在轧轮与齿坯间配置有分度挂轮或标准齿轮实行强制分度,具有纠正误差的功能。
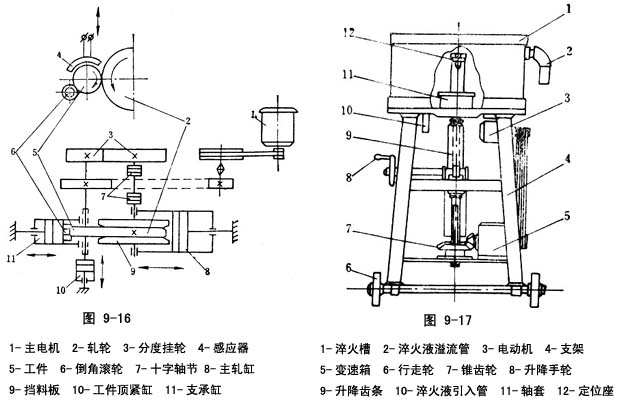
齿轮全齿淬火机床
用于齿轮沿全齿高同时感应加热淬火的设备。适用于直径小于300mm的齿轮。主要由定位和冷却两部分组成。电机通过皮带轮、变速箱带动定位座上的齿轮旋转,并由手轮调节升降。加热时齿轮以30~120r/min的速度旋转,加热后齿轮以很快的速度落入喷水圈或浸入淬火液。其中采用气缸调节升降的淬火机床性能稳定,操作方便,应用较广。见图9-17。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |