 齿轮计量学(五) 齿轮计量学(五)
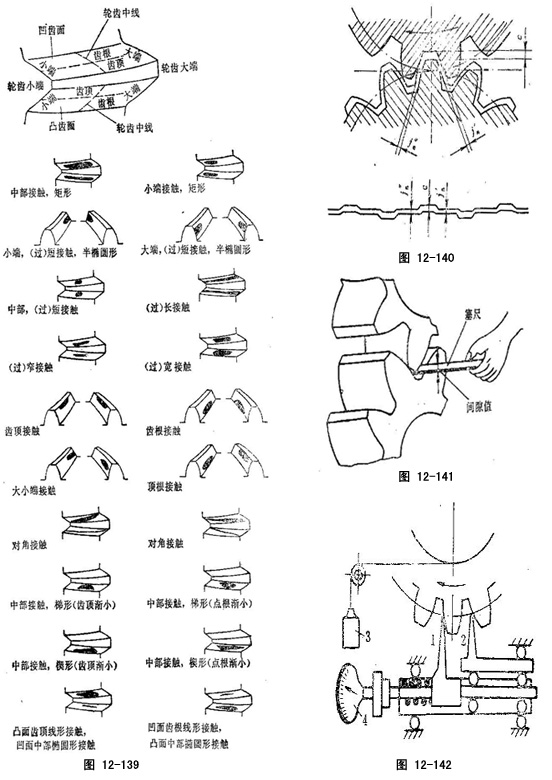
弧齿锥齿轮齿面的接触区
是指一个齿面与配偶齿轮齿面发生接触的那部分区域。
接触区的位置名称及接触形式如图12-139所示。
安装弧齿锥齿轮时,接触区的位置最好调整到齿面中部偏小端。
压铅法
测量齿轮顶隙和法向侧隙常用的一种方法。测量时,将铅丝借助黄油贴在小齿轮上,然后均匀地转动齿轮,即将铅丝压扁。铅丝最厚部分的厚度为顶隙c,相邻的两较薄部分jn′和jn″的厚度之和为法向侧隙,如图12-140所示。
塞尺法
用塞尺法直接测量齿轮的顶隙和侧隙的一种方法,如图12-141所示。
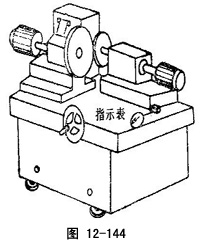
万能测齿仪
测量圆柱齿轮、锥齿轮、蜗轮等多种误差项目的齿轮量仪。可测量齿轮的齿距偏差、基节偏差、齿厚偏差、齿向误差、齿圈径向跳动、公法线长度变动量等。
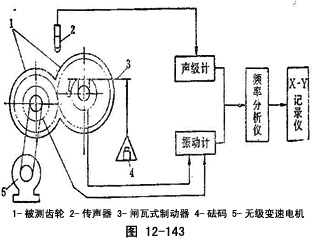 图12-142所示,是在万能测齿仪上利用相对法测量齿轮的齿距累积误差。两球形测头1、2在分度圆附近与被测齿轮接触,测量力由重锤3产生,以保证固定测量头2与齿面良好接触,活动测量头1经杠杆传给指示表4读出相对齿距偏差,经数据处理得出齿距累积误差。更换附件可测其他参数的误差。 图12-142所示,是在万能测齿仪上利用相对法测量齿轮的齿距累积误差。两球形测头1、2在分度圆附近与被测齿轮接触,测量力由重锤3产生,以保证固定测量头2与齿面良好接触,活动测量头1经杠杆传给指示表4读出相对齿距偏差,经数据处理得出齿距累积误差。更换附件可测其他参数的误差。
齿轮噪声测试台
测定齿轮噪声时的齿轮啮合试验台。该种实验台与传声器、声级计、频率分析仪及记录仪相配可组成一套齿轮噪声试验设备。啮合试验台应具有下述功能:1)中心距可调查;2)可以加载;3)能无级变速。测试台的原理如图12-143所示。
为了查明噪声产生的原因,应当在加载的情况下进行测试。一般加载的方法是在从动轴上安装简单的闸瓦式制动器3,用砝码4改变加载量。
采用无级变速是为了便于发现任意转速情况下对噪声的影响。
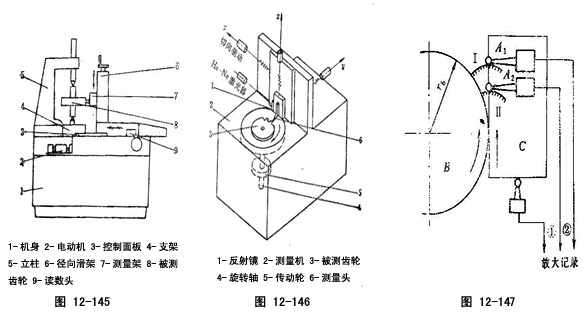
齿轮滚动检查机
检查齿轮噪声和接触斑点的装置,如图12-144所示。
 检查时,把齿轮副或被测齿轮和标准齿轮按装配尺寸安装,加负荷调整运转,即在接近于工作条件下检查噪声和接触斑点,以便真实地反映出动力变化因素所造成的影响,综合评定齿轮质量。 检查时,把齿轮副或被测齿轮和标准齿轮按装配尺寸安装,加负荷调整运转,即在接近于工作条件下检查噪声和接触斑点,以便真实地反映出动力变化因素所造成的影响,综合评定齿轮质量。
齿轮滚动检查机分为检查圆柱齿轮的和锥齿轮的两大类。
检查齿轮噪声时,可凭检查员的听觉来评定,或用噪声仪来测量。噪声仪的拾音器放在距齿轮副啮合点的规定距离位置上,根据测得的噪声声强度等级评定齿轮质量。噪声仪一般表示的只是噪声响度的平均指标,不能分辨噪声的性质。为使检验噪声时不受车间机床运转噪声的影响,滚动检查机应安置在封闭的隔音室中。
检查接触斑点时,用带油毛刷沾红丹粉涂敷在主支齿轮的齿面上。红丹粉只能是很薄的一层,否则不能反映出真实的接触精度;红丹粉也不能过稀,否则当高速运转时,过稀的红丹粉受离心力的作用会由齿根向齿顶飞溅,使接触斑痕模糊不清,难以正确判断接触情况。
齿轮整体误差测量机
测量齿轮整体误差的仪器。图12-145所示,为一种齿轮整体误差测量机的外形,它是采用逐齿坐标点测量法按法线极坐标测量的。
测量前,先将测量架7上的点测头调整至被测齿轮8基圆的切线位置上,并使测头和被测齿轮的齿面接触。测量时,由齿轮转动带动测头沿渐开线齿廓法线移动进行测量,一齿测完后,仪器自动分齿,继续测量下一齿,直至此截面上所有同名齿廓全部测量完毕。在测量中,与被测齿轮轴一起转动的圆光栅发出被测齿轮实际转角的相应脉冲信号;与测头一起移动的长光栅发出展开长度的脉冲信号。此二路信号同时进入专用电子计算机按整体误差的数学模型,以规定的程序进行计算,结果由数字显示或打印输出,也可经数模转换后记录为整体误差曲线。
在坐标测量机上测量齿轮整体误差
其测量方法如图12-146所示。利用坐标测量机2具有的x、y、z三个方向的移动和一个方向的转动,可以完整描绘出被测齿廓各测量点的坐标,并使用He-Ne激光干涉系统进行测量。图中测量头6和干涉系统的反射镜1放在可旋转的测量板上,以反映被测齿面3的误差信号。测量机的操作及测量数据的处理均可由计算机控制和完成。测量结果既可用图表显示,也可用数字显示或打印。
齿轮整体误差曲线的双测头测量装置
在一般渐开线齿形检查仪上,经过改装可测得整体误差曲线的双测头测量装置,如图12-147所示。圆盘B的直径等于被测齿轮的基圆半径,且与被测齿轮同轴安装。测量台架C的侧面与B的周缘紧密接触,并能随B的旋转而沿切线方向移动。测量头A1和A2的间隔与被测齿轮的基节相等,并随移动。
测量时,B缓慢转动,由放大器记录齿面I和Ⅱ的齿形误差曲线。并依次可行齿面Ⅱ和Ⅲ的曲线。由于齿面Ⅱ的曲线应完全相同,若以此为基准,利用人工重迭法即可得到齿面Ⅰ、Ⅱ、Ⅲ的连续误差曲线。依次类推,逐齿进行下去,便得出齿轮一周的截面整体误差曲线。
齿轮自动选别系统
由齿轮双面啮合选别机、齿轮单面啮合选别机和轮齿接触选别机所组成的选别系统。如图12-148所示,双面啮合选别机承担径向综合误差、齿厚误差、有无碰伤和毛刺等的选别;单面啮合选别机承担切向综合误差、齿距误差等的选别;轮齿接触选别机承担齿向或导程误差的选别。系统中由机器人清洗、运送、装卸被测齿轮。选别机群和机器人由微型计算机控制,计算机还承担测量资料整理。另外,各专用选别装置是分别设置的,可以单独动作。
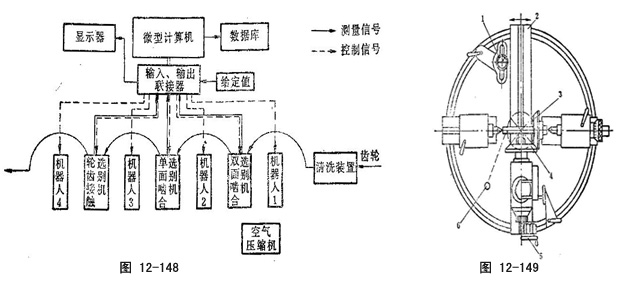
锥齿轮轴线夹角检查仪
度量轴线夹角变动的锥齿轮双啮仪。如图12-149所示,被测齿轮3安装在固定顶尖架上,在重锤6的作用下,与安装在摆动导轨2支座中的精确齿轮4保持紧密双面啮合。转动手柄5使齿轮转动,由指示表1或记录器指示出导轨摆动量,即可求得轴交角综合误差和轴交角一齿综合误差。
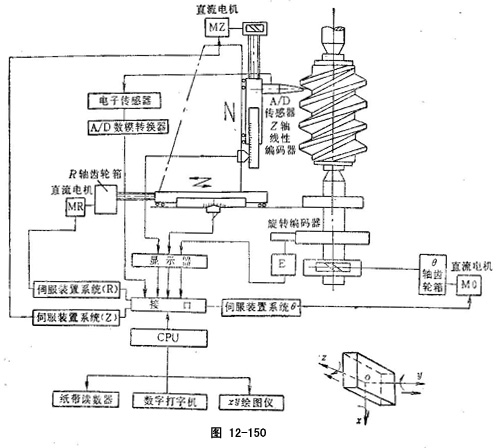
自动滚刀蜗杆检查仪
该仪器可测量基准蜗杆螺旋线、齿形、齿距等项误差,以及滚刀的各项误差,测量过程及数据处理全部由电子计算机控制。
如图12-150所示,测量时,将测量程序和被测蜗杆或滚刀规格数据输入计算机,由计算机根据所测项目进行计算,并随时发出信号驱动各伺服电动机,使主轴和测量架移动到所需位置进行测量。然后将编码器的θ(主轴转角)、R(测量架水平移动量)、L(测量架垂直移动量),以及传感器所测数据,一并输入计算机处理后,即可得出误差曲线或测量结果。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |