 齿轮计量学(一) 齿轮计量学(一)
齿轮计量学
 是研究齿轮测量、保证测量统一和准确的科学。在计量工作中有测量、测试、检验和计量等术语,而在齿轮工程中常用齿轮测量和检验。所谓齿轮测量是指:将加工后齿轮参数的实际量与标准量或基准量进行比较,求其比值的过程。所谓检验是指:判断加工后齿轮参数的实际量是否合格(在规定范围内)的过程,通常不要求获知实际量的数值。本书主要介绍测量过程中所需要的齿轮量具量仪及测量方法等。 是研究齿轮测量、保证测量统一和准确的科学。在计量工作中有测量、测试、检验和计量等术语,而在齿轮工程中常用齿轮测量和检验。所谓齿轮测量是指:将加工后齿轮参数的实际量与标准量或基准量进行比较,求其比值的过程。所谓检验是指:判断加工后齿轮参数的实际量是否合格(在规定范围内)的过程,通常不要求获知实际量的数值。本书主要介绍测量过程中所需要的齿轮量具量仪及测量方法等。
齿轮单面啮合综合检查仪
测量齿轮切向综合误差的齿轮量仪。测量时,被测齿轮与精确齿轮以固定的中心距作单面啮合滚动,通过测量其转角误差来评定齿轮的精度。
单面啮合测量时,被测齿轮与精确齿轮是单面啮合,测量过程接近于使用过程,测量结果能连续地反映出整个齿轮啮合点上的误差,包括切向误差和径向误差的综合情况,能充分表现齿轮的运转质量。
可用于圆柱直齿和斜齿齿轮的测量,也可用于插齿刀、蜗轮副的测量。有机械式、电磁分度式、地震仪式、光栅式等单面啮合检查仪。
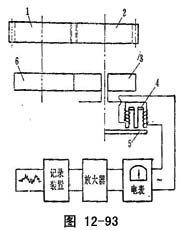
 双圆盘式齿轮单面啮合综合检查仪 双圆盘式齿轮单面啮合综合检查仪
利用两个摩擦圆盘进行纯滚动,作为标准传动链的单啮仪。如图12-93所示,基准齿轮2与被测齿轮1单面啮合组成实际传动。摩擦盘3空套在基准齿轮的转轴上,由摩擦盘6带动作纯滚动。摩擦盘3、6的直径分别等于基准齿轮和被测齿轮的节圆直径。当被测齿轮存在误差时,基准齿轮与摩擦盘3产生相对角位移,则安装在基准齿轮轴上的衔铁5与摩擦盘3上的电磁铁4随之感应出交变电流,借电表和记录装置可以指示和记录其转角误差,进而可得被测齿轮的切向综合误差等的数值。
磁分度式齿轮单面啮合综合检查仪
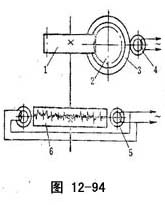
利用磁波强度变化来测量齿轮切向综合误差的单面啮合综合检查仪。其测量原理与光栅式单啮仪基本相同。如图12-94所示,不同点仅在于“标准发讯链”由光栅盘改用磁盘产生。
磁分度盘3与标准蜗杆2同步转运,拾磁头4便可发出标准磁波讯号;磁分度盘6与被测齿轮1同步转动,拾磁头5便可发出含有被测齿轮回转角误差的磁波讯号。以上二讯号经放大、整形、滤波、比相后,即可由记录器显示出磁强度变化,进而可得被测齿轮的切向综合误差。
同时录放磁分度式齿轮单面啮合综合检查仪
靠同时录放磁波信号测量齿轮切向综合误差的单面啮合综合检查仪。其测量原理如图12-95所示。电机9带动标准蜗杆8与被测齿轮2单面啮合运转,与标准蜗杆同轴回转的发讯齿轮7和电磁感应头6发讯,并通过录磁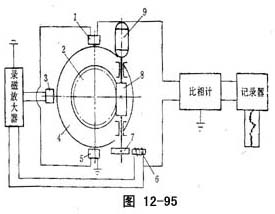 放大器与录磁头3将其录在与被测齿轮2同轴回转的磁盘4上,同时通过与录磁头相差90°相位的一对拾磁头1、5(采用对径配置,是为了消除磁盘偏心的影响)拾取所录的信号磁波。显然,这样拾取的电信号中,包含有因被测齿轮各种误差所引起的转角误差。将此信号与发讯齿轮7发出的信号一起送入比相计中进行比相,并消去标准蜗杆的回转误差后,即可得到仅由被测齿轮各种误差引起的转角误差信号,再借助记录器绘出切向综合误差曲线。 放大器与录磁头3将其录在与被测齿轮2同轴回转的磁盘4上,同时通过与录磁头相差90°相位的一对拾磁头1、5(采用对径配置,是为了消除磁盘偏心的影响)拾取所录的信号磁波。显然,这样拾取的电信号中,包含有因被测齿轮各种误差所引起的转角误差。将此信号与发讯齿轮7发出的信号一起送入比相计中进行比相,并消去标准蜗杆的回转误差后,即可得到仅由被测齿轮各种误差引起的转角误差信号,再借助记录器绘出切向综合误差曲线。
地震仪式齿轮单面啮合综合检查仪
利用地震仪式传感器测量齿轮切向综合误差的单面啮合综合检查仪。如图12-96所示。其“基准发讯链”是一对地震仪式传感器7和8。被测齿轮2与基准齿轮8分别安装在二顶尖上。电动机6经减速器5及一对摩擦轮3和4,带动基准齿轮回转,并由地震仪式传感器7将其基准回转信号转换为交变电信号。当被测齿轮与基准齿轮啮合转动时,由被测齿轮各种误差所引起的回转不均匀信号,经地震仪式传感器1转换为交变电信号。这两个电信号经过平衡器、加法器、载频放大、直流放大器后转换为直流信号,输入记录器,即可得到被测齿轮的切向综合误差曲线。
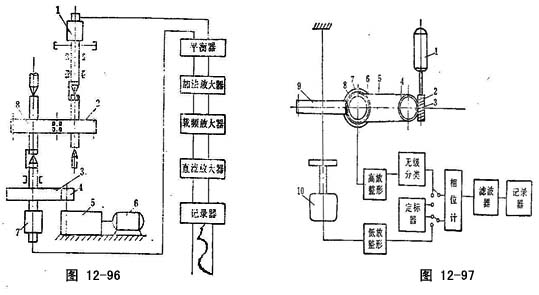
光栅式齿轮单面啮合综合检查仪
利用光栅对齿轮的切向综合误差进行测量的单啮仪。该种量仪的光栅头是应用光电效应,将连续的转角位移精确地转换为正弦电信呈的一种传感器。
测量原理如图12-97所示。测量时,由微电机1经蜗杆2及蜗轮3组成的减速器和皮带轮4、6及皮带5组成的皮带传动,来带动标准蜗杆8与被测齿轮9单面啮合转动。高频光栅头7与标准蜗杆同轴转动,而低频光栅头10与被测齿轮同轴转动,并且,高、低频光栅同时发出二路的正弦信号。由于有误差的被测齿轮与标准蜗杆啮合过程中的瞬时速比总是变化的,所以此二路信号便产生了相应于瞬时速比变化的相位差。也就是被测齿轮与标准蜗杆的相对转角误差信号,它反映了被测齿轮各单项误差综合作用的结果。借助于记录器可绘出切向综合误差曲线。
该仪器可测量切向综合误差、一齿切向综合误差。
齿轮双面啮合综合检查仪
测量齿轮径向综合误差的齿轮量仪,简称双啮仪。测量时,被测齿轮装在仪器的固定轴上,精确齿轮装装在可动轴上,借弹簧的拉力使两者做无侧隙的双面啮合。啮合滚动时,由于被测齿轮各单项误差的综合作用,度量中心距将产生变动。因此,这个变动量即可反映被测齿轮的径向综合误差,它可由指示表指示出来或由记录器画出误差曲线。
该仪器可用于圆柱直齿和斜齿齿轮、直齿锥齿轮、蜗轮副的测量。
 其缺点是,测量时被测齿轮两齿面都与精确齿轮相啮合,而齿轮的实际工作状态是工作面接触,非工作面间有间隙。因此,测量结果是轮齿两面误差的综合反映,而且只能反映齿轮两面的径向误差。由于测量方法所限,不适用于高精度齿轮的测量。 其缺点是,测量时被测齿轮两齿面都与精确齿轮相啮合,而齿轮的实际工作状态是工作面接触,非工作面间有间隙。因此,测量结果是轮齿两面误差的综合反映,而且只能反映齿轮两面的径向误差。由于测量方法所限,不适用于高精度齿轮的测量。
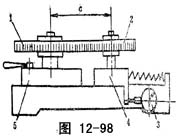
圆柱齿轮双面啮合综合检查仪
测量圆柱齿轮径向综合误差的双啮仪。如图12-98所示。被测齿轮1安装在固定拖板5的心轴上,精确齿轮2安装在浮动拖板4的心轴上,在弹簧的作用下,两者做紧密无侧隙的双面啮合,当齿轮回转时,由于被测齿轮存在误差,双啮中心距α将不断地变动,并可由指示表3读出,或用记录器给出误差曲线。
在该双啮仪上可以测量:被测齿轮转动一周中的双啮中心距最大变动量,即径向综合误差;被测齿轮转过一齿双啮中心距变动量,即径向一齿综合误差;双啮中心距偏差、齿侧间隙和齿面接触斑点。
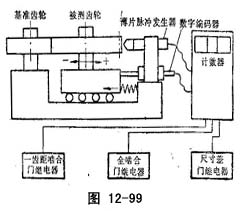
齿轮双面啮合自动选别机
利用齿轮双面啮合,判别齿轮的径向综合误差和径向一齿综合误差是否超过允许值的仪器。其结构和齿轮双啮仪基本相同,但在选别装置中用机器人装卸被测齿轮。测量原理如图12-99所示,双啮曲线用数字编码器进行计数测量,另外用轮齿或分度板产生定时脉冲,分度记录每一轮齿的啮合情况。计数测量时,通过定时脉冲,若对每个齿都重新调位一次,即改变零位进行测量,可行径向一齿综合误差;若对全部轮齿统一调位,可测一转内的径向综合误差。当某处超过预先规定的标准值时,则发出超差信号,转台停止在出现超差的地方,机器人在该处把齿轮卸下。另外,该仪器利用尺寸差门继电器还可测量双啮中心距。
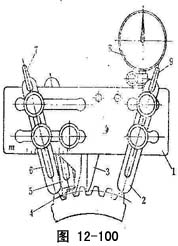
齿距仪
测量齿轮齿距偏差和齿距累积误差的齿轮量具。如图12-100所示,活动测量头3通过杠杆将测量位移传递给指示表8,经数据处理可得齿距偏差或齿距累积误差。测量开始先根据被测齿轮的模数,将固定测量头4沿底板1的导槽调整到相应的模数m刻线处固定,使两侧量头的距离接近被测齿轮的公称齿距值。然后在两种定位方式中选用其中一种:即以齿顶圆或以齿根圆为定位基准。当以齿顶圆定位进行测量时,要将仪器的支脚2、6靠在齿顶圆上,5靠在齿轮侧面上。调整支脚的长度,可使两侧量头在分度圆附近与被测齿廓接触;当以齿根圆定位时,将支脚的小端7、9插入齿槽,靠在齿根圆上。
选用该种量具时要注意:采用齿顶圆定位,使用方便,但由于齿顶圆圆心相对于齿圈中心可能有加工偏心,因此会带来较大的测量误差;用齿根圆定位,使用不太方便,但由于在加工时齿根圆与齿圈是同时切出的,不会因加工偏心而引起测量误差。
  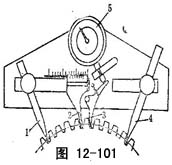
手持式齿距仪
测量齿轮齿距偏差或齿距累积误差的轻便量仪。如图12-101所示,定位杆1、4按齿顶圆或齿根圆定位,作为测量基准。固定量爪2的位置按被测齿轮的模数调整,使两量爪之间的距离大约等于齿轮分度圆附近的一个公称齿距。活动量爪3经杠杆指示表5接触,表中数值反映实际齿距对公称齿距的偏差。
该仪器适用于低精度、大模数和大直径齿轮的测量。
角节仪
利用绝对法测量齿轮齿距累积误差和齿距偏差的齿轮量仪。如图12-102所示,测量齿距累积误差时,被测齿轮2与仪器同轴安装,并与刻度盘1一起逐齿回转,当作径向前后移动的定位装置3每将与齿面接触时,借读数装置即可读出每齿对起始位置(对零齿面)的实际转角,经数据处理可得出齿轮的齿距累积误差。
利用绝对法测量齿距累积误差时,不受测量误差累积的影响,并能在最大误差值的齿面重复进行多次测量,可以达到很高的测量精度,但由于齿距累积误差是用线值表示,而绝对法测量的实际上是角度值,所以,被齿轮的直径越大,则数值换算误差随之增大。因此,该种量仪宜测小型齿轮。
测量齿距偏差与测量齿距累积误差相同,只是数据处理的方法不同。
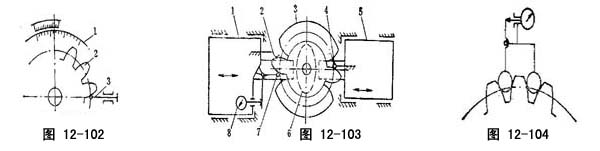
对径测量仪
 利用跨齿法测量齿轮齿距累积误差的齿轮量仪。如图12-103所示,在仪器的基座上有直立顶尖,被测齿轮3用心轴支承在上下顶尖之间。在齿轮的两边有两个能作径向移动的滑座,滑座5上有固定测头4,滑座1上有活动测头7,通过杠杆传动由指示表8读数,压簧2使被测齿面压向测头,两测头安置在同一平面内相距180°。绕主轴转动的椭圆凸轮6,由电动机带动旋转,使两滑座同时作径向移动。当两滑座向外移动时,被测齿轮可绕主轴转动一齿,滑座往返一次,由指示表8读一次数。当齿轮旋转一周后,取其最大与最小读数差的一半,即为被测齿轮在180°位置上的齿距累积误差值。 利用跨齿法测量齿轮齿距累积误差的齿轮量仪。如图12-103所示,在仪器的基座上有直立顶尖,被测齿轮3用心轴支承在上下顶尖之间。在齿轮的两边有两个能作径向移动的滑座,滑座5上有固定测头4,滑座1上有活动测头7,通过杠杆传动由指示表8读数,压簧2使被测齿面压向测头,两测头安置在同一平面内相距180°。绕主轴转动的椭圆凸轮6,由电动机带动旋转,使两滑座同时作径向移动。当两滑座向外移动时,被测齿轮可绕主轴转动一齿,滑座往返一次,由指示表8读一次数。当齿轮旋转一周后,取其最大与最小读数差的一半,即为被测齿轮在180°位置上的齿距累积误差值。
使用该食品仪器测量时,测量精度比逐齿法高,并可实现半自动化。但如果齿距最大累积误差值不在相对180°的位置时,则测量结果将比实际值偏小。
齿距钢球(量棒)插入法
将两个钢球(量棒)插入相邻两齿槽中,与齿槽两面接触时,测量钢球(量棒)之间距离来确定齿距误差的一种测量方法,如图12-104所示。由于钢球(量棒)接触两齿面,因此受两齿面齿形误差和齿厚误差的影响。还受齿向误差的影响。而且测得值是齿槽的节距误差,与国家标准中规定的齿距误差定义不完全吻合。因此这种方法只适用于简便、低精度测量的场合。
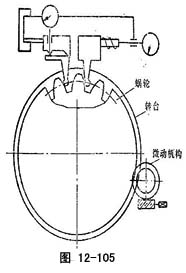
用千分表组合测量蜗轮齿距偏差
这种测量方法是用两只千分表定位读数实施组合测量,如图12-105所示,将蜗轮紧固于精密圆转台上,并使两者同心。测量时每次以一个千分表对零用于定位;另一个千分表用于读数,经数据处理后即可求得齿距偏差或齿距累积误差。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |