 齿轮精加工方法(二) 齿轮精加工方法(二)
仿形磨齿法
是一种使用渐开线刃廓的成形砂轮进行磨齿的方法,用于内外齿轮的磨削。
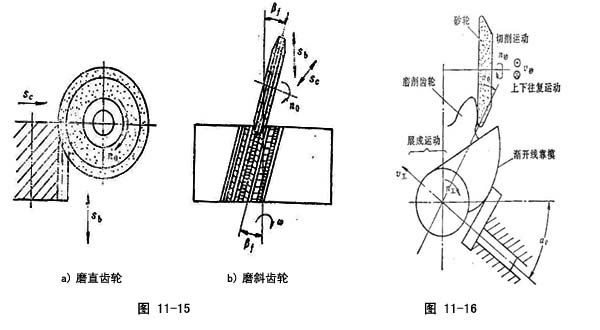
用仿形磨齿法磨削齿轮(齿轮与砂轮的轴交角∑=90°)如图11-15a所示。磨齿过程中被加工齿轮与成形砂轮间的相对运动有:砂轮绕自身轴线以转速n0转动(切削运动);砂轮沿被加工齿轮齿向作sb的往复走刀运动;被加工齿轮的径向进给运动sc。磨完一个齿槽的两侧齿面后,砂轮从已加工好的齿槽中退出,齿轮作分度运动 转过一个齿,砂轮继续重复同样的磨削。 转过一个齿,砂轮继续重复同样的磨削。
用仿形磨齿法磨削齿轮(齿轮与砂轮的轴交角∑=β)如图11-15b所示。磨齿过程中除了与磨削直齿轮有相同的几种运动外,在砂轮沿齿轮轴向走刀的同时,齿轮还应相对于砂轮作附加的旋转运动。
在仿形磨齿过程中,砂轮的型面可以不断地由金刚刀予以修整。修整装置一般是采用缩放仪的样板对砂轮进行修整。由于成形砂轮的修整精度不高,也较困难,所以这种磨齿法受到限制,仅用于中大模数外齿轮及内齿轮的磨削。
展成磨齿法
是按照齿条与齿轮啮合原理,将砂轮修成假想齿条的齿形面,按给定的传动比对齿轮进行磨齿。
根据采用砂轮形式及被磨齿轮分度方法,展成磨齿法分:利用渐开线凸轮的展成磨齿法;圆盘形砂轮断续分度展成磨齿法;蜗杆形砂轮磨齿法等。
该方法的特点是:碟形或圆盘形砂轮展成磨齿法的精度高于仿形磨齿法,但其生产率却低于仿形磨齿法;蜗杆形砂轮展成磨齿法的精度也比仿形磨齿法高,且生产率也远远比仿形磨齿法高。
在实际生产中,大多数采用展成磨齿法。
利用渐开线凸轮的展成磨齿法
是利用精密的渐开线齿形靠模作仿形展成加工。常见的磨齿机有Y7125型磨齿机(图11-16),它是用靠模板来保证砂轮和被加工齿轮之间强制性地按渐开线啮合关系运动。在磨齿过程中,砂轮既旋转,又作上下缓慢的往复运动(切削运动);工件由渐开线靠模板推动,既转动又移动,以实现展成运动。
这种磨齿法工件的基圆直径d0与靠模板的基圆直径dbk关系式为:d0=dbkcosa0。此式表明,用一块靠模板通过调整磨削角a0,即可磨出基圆直径不同的齿轮齿形。在实际生产中备有若干块靠模板供使用。d0和dbk是已知的,由上式可求a0。实践证明a0在11°~25°范围内变化最佳,太大与太小均不利于磨齿工作。
该方法加工精度可达4级。通常用来磨制齿轮刀具(如剃齿刀)和测量用的标准齿轮。
锥形砂轮磨齿法
是依照展成原理进行磨齿,常称“奈尔斯磨齿法”。
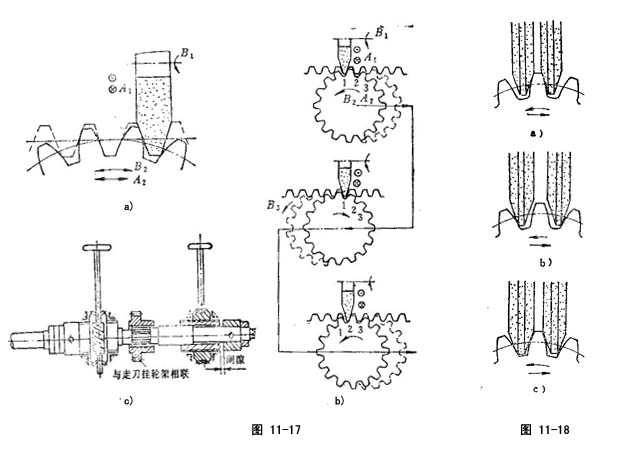
在磨齿加工中,磨成齿条齿形的砂轮一面旋转一面沿齿宽方向作往复运动,构成假想齿条上的一个齿;工件一面转动一面移动,从而实现展成运动;此外工件还需作分度运动,以完成各齿的磨削,如图11-17a所示。
Y7131型磨齿机的工件原理如图11-17b所示。开始工件向右滚动,砂轮右锥面磨削1槽的右侧面,从齿根磨至齿顶,然后工件向左滚动,砂轮左锥面磨削1槽的左侧面,从齿根磨至齿顶。工件继续向左转动,直至齿槽完全离开砂轮时,工件作反向转动B3,工件再向右滚动,2槽的磨削循环开始,以此循环磨出全部轮齿。
该方法的特点是:砂轮厚度和齿距大小的变化对纵向运动调节,可借助图11-17c所示的调节丝杠轴向间隙机构来调整,可保证磨齿时从齿形一侧准确过渡到另一侧;磨斜齿时可将砂轮轴线倾斜一个螺旋角β,作斜向上下往复运动即可进行磨削;被磨削齿轮压力角和砂轮修正角不同时,可对被加工齿轮进行修正,即  得到修正后的被磨齿轮分度圆直径;加工齿轮精度可达5~6级,生产率高于其它磨齿法;机床调整简单,广泛用于多品种小批量生产。 得到修正后的被磨齿轮分度圆直径;加工齿轮精度可达5~6级,生产率高于其它磨齿法;机床调整简单,广泛用于多品种小批量生产。
双锥形砂轮磨齿法
采用这种磨齿方式的机床有YA7063A型齿轮磨床,其工作原理也是齿条与齿轮相啮合。
图11-18a用砂轮内锥面磨削法,适用于单件小批生产;图11-18b用砂轮外锥面磨削法,也适用于单件小批生产;图11-18c用砂轮内外锥面同时磨削法,生产率高,但磨齿精度较低,适用于粗磨加工。
上述类型磨床配有程序控制,从粗磨到结束磨齿的各动作变化都能自动进行;用两个砂轮同时磨削齿形两侧面,生产效率高;加工精度可达5~6级。
盘形砂轮单侧面磨齿法
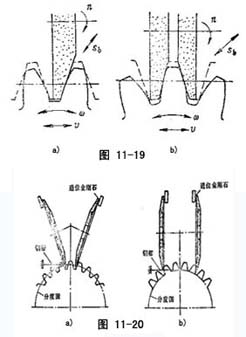 这种磨齿法是盘形砂轮断续分度展成磨齿法的一种。图11-19a是用一个盘形砂轮的单侧面先磨削齿轮的一个齿面,待该齿面磨好后,将齿轮掉头装卡磨另一齿面。图11-19b是用两个盘形砂轮同时进行工作,分别磨削齿轮两个齿面。 这种磨齿法是盘形砂轮断续分度展成磨齿法的一种。图11-19a是用一个盘形砂轮的单侧面先磨削齿轮的一个齿面,待该齿面磨好后,将齿轮掉头装卡磨另一齿面。图11-19b是用两个盘形砂轮同时进行工作,分别磨削齿轮两个齿面。
常用Y7131型齿轮磨床进行磨齿,其磨齿原理和工作循环见“锥形砂轮磨齿法”。
该磨齿法加工精度不太高,一般只能达到5~6级。
碟形砂轮磨齿法
是利用将砂轮修成假想齿条的齿形面与齿轮啮合原理的展成加工磨齿法。磨齿时,砂轮以速度n0作旋转运动。被磨齿轮一面绕自身轴线以速度ω朝一定方向旋转,同时又和自身轴线一起以速度v朝另一个方向作直线移动,实现展成运动,即可完成齿轮轮齿的一侧面或两侧面磨削。然后砂轮退出齿槽,分度机构对齿轮分度转过一个齿,开始新的循环。
该磨齿法有15°/20°磨齿法(图11-20a)和0°磨齿法(图11-20b),砂轮位置如图示。
常采用的机床有Y70100型和Y7032型齿轮磨床。它们的展成运动精度和分度精度都很高,能磨出4级精度的齿轮。但是每次进给磨去的余量很小,故生产率很低。
0°磨齿法
是以工件的基圆为展成圆,砂轮磨削角为0°的磨削法(图11-20b)。用砂轮两内侧面同时磨削两轮齿的外侧面。
该方法优点是:展成行程长度比15°/20°磨削法短,可以提高生产率;可用专用机构对被磨齿轮齿形或齿向进行修正;磨削少齿数齿轮时不产生齿顶磨削干涉。但是砂轮和齿面是点接触,在齿面上不会形成网状磨纹。见“蝶形砂轮磨齿法”。
15°/20°磨齿法
是以齿轮工件的分度圆为展成圆而砂轮只倾斜一个齿形角(15°或20°)的磨齿法(图11-20a)。用砂轮两外侧面同时磨削一个齿槽的两内侧面。
该方法的优点是:工件齿面上可以形成理想要求的网状磨纹;可以较简单地使齿形角和节圆达到高精度,必要时使两个砂轮分别倾斜不同的角度,也可以改变左右两齿面的齿形角。但是这种磨齿法不适合用来对齿轮齿形或齿向的修正。见“蝶形砂轮磨齿法”。
蜗杆砂轮磨齿法
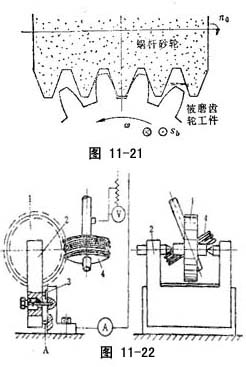 是将砂轮作成蜗杆形状,其螺牙在法向剖面上的齿形和被磨齿轮基准齿形相同。其磨齿原理和滚齿相似,蜗杆砂轮就相当于滚刀,如图11-21所示。磨齿时,蜗杆砂轮绕本身轴线以转速n0旋转;齿轮工件也绕本身轴线以转速n旋转,两种转速之间应符合一定的传动比。砂轮(或齿轮工件)还要沿轮齿方向作Sb的走刀运动。 是将砂轮作成蜗杆形状,其螺牙在法向剖面上的齿形和被磨齿轮基准齿形相同。其磨齿原理和滚齿相似,蜗杆砂轮就相当于滚刀,如图11-21所示。磨齿时,蜗杆砂轮绕本身轴线以转速n0旋转;齿轮工件也绕本身轴线以转速n旋转,两种转速之间应符合一定的传动比。砂轮(或齿轮工件)还要沿轮齿方向作Sb的走刀运动。
该磨齿法加工精度可达4~5级;生产效率也远远高于其它磨齿法,是目前比较理想的一种磨齿方法,广泛用于中、小模数的高精度齿轮及插齿刀、剃齿刀的中、大批生产中。可加工齿轮的最大模数为7mm,最大外径为700mm,砂轮最大外径为400mm。
这种磨齿法的最大缺点是砂轮修整困难。目前采用淬硬的钢制滚轮修整砂轮,近年来正在试验采用电镀金钢石砂轮修整砂轮。Y7215磨齿机采用修整器修整砂轮,而Y7232磨齿机修整砂轮则是在另一台副机上完成的。
滚光加工
滚光加工是将精切齿之后的软齿面齿轮,与硬齿面的标准齿轮在一定的压力下,相互啮合进行滚轧,使软齿轮齿面得到光整。
滚光加工可以在特殊的齿滚光机上进行,也可以在普通铣床上用特殊附件进行。滚光所用的硬齿面标准齿轮的模数和压力角应与被加工齿轮相同。为使齿的两侧面得到均匀加工,被加工齿轮和标准齿轮应选取相同的转数。
轮齿抛光法
在齿轮抛光机或万能铣床上进行。采用本质或软铝合金制成的蜗杆状抛光轮,与被抛光的齿轮作自由啮合运动,并在齿面上注入氧化铝或青玉粉抛光膏,借助于抛光膏的作用,金属表面不断地氧化、硫化,通过机械作用,除去这些氧化物与硫化物,获得平整和光洁的齿面。
抛光法具有加工简单和生产率高的优点。齿面粗糙度可达Ra0.2~Ra0.4。
电磨齿轮
电磨齿轮是采用渐开线蜗杆砂轮作刀具,它带动工件旋转进行连续的磨削动作。将蜗杆砂轮与电源阴级相接,齿轮工件与电源阳极相接,并在刀具与工件之间用水玻璃液作介质,工件作径向进给。
电磨齿轮的原理是(图11-22):工件1通过心轴支撑在支架2上,支架可绕A点回转,靠弹簧S的压力使工件紧压在刀具上,使其处于紧密啮合进行连续磨制,支架2中部销钉3,是在径向进给终止时,销钉与角铁相碰,即完成齿侧面的磨制。
这种加工方法可对淬火后的齿轮进行加工,精度可达7~8级。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |