 齿轮刀具・刀盘 齿轮刀具・刀盘
铣刀盘
在盘状刀体上安装切削刀齿,用于加工曲线齿锥齿轮的专用刀具,根据加工的齿轮不同,铣刀盘分为弧齿锥齿轮铣刀盘和延伸外摆线锥齿轮铣刀盘。
EN型铣刀盘
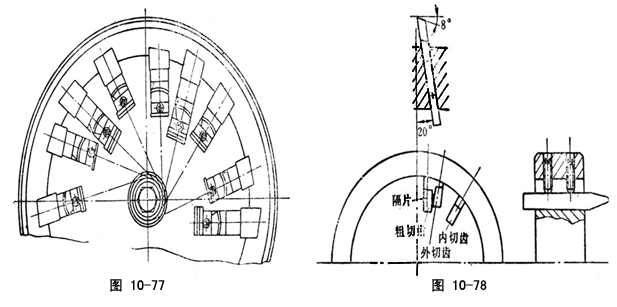
SKMZ型切齿机上使用的铣刀盘。该刀盘的刀齿法向齿形角为20°,粗切刀齿置在最小半径处,所以EN盘可使负荷最大的粗切刀齿的切削速度达到最小,有利于提高刀齿的耐用度。EN型铣刀盘是由TC型铣刀盘改进而成的,其结构和TC型铣刀盘相似,由刀盘体、刀座和刀齿组成。如图10-77示。
EHN型铣刀盘
是由EN型铣刀盘改进而成的铣刀盘,可用于切削G型齿轮。其特点是切出的共轭齿面总鼓形∑F=0,加工小轮时刀齿排列顺序为粗切、外精切、内精切齿。加工大轮时刀齿顺序为外精切、粗切和内精切齿。粗切齿和内外精切齿在刀盘圆周方向呈均匀分布。同样直径的刀盘可容纳更多的刀齿组数,可提高切齿效率。
FH型铣刀盘
FS型刀盘的最初结构,刀齿为条状尖齿刀片。
FN型铣刀盘
在SKM2型切齿机上用的铣刀盘。它的特点是使用条状尖齿刀片和FS刀盘。而刀齿排列顺序,刀齿组数、直径系列、加工模数范围、鼓形系数以及切齿计算方法等则和EN铣刀盘相同。
FS型铣刀盘
是按照螺旋滚切法或对偶法切制摆线锥齿轮所用的铣刀盘。它是一种新型尖齿结构的高效率铣刀盘。由FH型刀盘改进而成,和FH铣刀盘不同之处主要是每组刀齿中有两个刀齿放置在同一个刀槽内,使同样直径的刀盘能容纳更多的刀齿组数。FS型铣刀盘由刀盘体和外套组成,外套由过盈配合和螺钉固定在刀盘体上。如图10-78所示。
TC型铣刀盘
早期加工延伸外摆线锥齿轮所用的铣刀盘。它以粗切刀齿、内刀齿、外刀齿三个刀齿为一组,分别置在不同直径上(粗切刀齿排在最大直径处)。齿形角为17.5°。TC型铣刀盘分左、右旋两种,相应加工右、左旋齿数。它将逐渐被EN型铣刀盘所替代。
万能刀盘
是一种半径和齿间角均可调整的刀盘。它是一种多用刀盘,主要用于加工不同参数的弧齿锥齿轮。
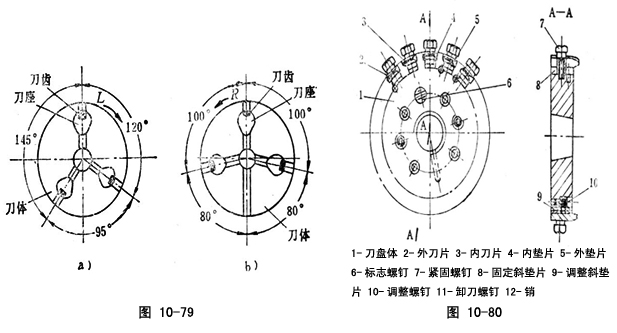
万能刀盘有四种规格的刀体,每个刀体上装三个刀齿,粗切刀齿和内外精切刀齿,刀齿在刀体上可以调整到任意要求的位置。利用不同组合也可以得到一定数量的不同齿间角。如图10-79示。
弧齿锥齿轮大直径精切铣刀盘
 用于精加工弧齿锥齿轮的铣刀盘。按切削刀齿不同而分为双面切削和单面切削二种,分别称为双面刀盘和单面刀盘。精切铣刀盘有标准刀齿和可调刀齿,双面刀盘有两个标准刀齿(内切齿和外切齿各一个),单面刀盘只有一个标准刀齿,标准刀齿是可调刀齿的基准,每个刀齿下均有平垫片和斜垫片,更换平垫片的厚度得到要求的刀盘直径,斜垫片是微调尺寸用的。图10-80为双面精切刀盘的结构图和刀齿下垫片的结构图。 用于精加工弧齿锥齿轮的铣刀盘。按切削刀齿不同而分为双面切削和单面切削二种,分别称为双面刀盘和单面刀盘。精切铣刀盘有标准刀齿和可调刀齿,双面刀盘有两个标准刀齿(内切齿和外切齿各一个),单面刀盘只有一个标准刀齿,标准刀齿是可调刀齿的基准,每个刀齿下均有平垫片和斜垫片,更换平垫片的厚度得到要求的刀盘直径,斜垫片是微调尺寸用的。图10-80为双面精切刀盘的结构图和刀齿下垫片的结构图。
弧齿锥齿轮大直径铣刀盘
公称直径大于2in 的弧齿锥齿轮铣刀盘,常用的有 的弧齿锥齿轮铣刀盘,常用的有 、6in、 、6in、 、12in和18in。大直径铣刀盘分粗切和精切二类。 、12in和18in。大直径铣刀盘分粗切和精切二类。
弧齿锥齿轮刚性粗切刀盘
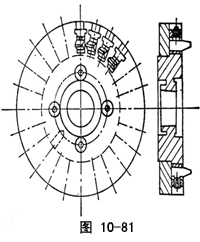
图10-81所示刀盘,其特点是刀齿数增多,利用刀槽内的T形块,装上螺钉,压紧刀齿。刀齿径向位置不能调整,刀体增厚且淬硬。由于刀齿多,刚度好,生产效率较高。
弧齿锥齿轮尖齿铣刀盘
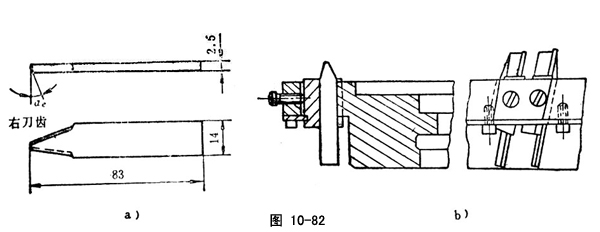
如图10-82所示,刀体上的刀齿安装槽在径向和轴向都倾斜一个角度,刀齿没有前角,装在刀体上后得到轴向前角12°和径向前角20°~30°,内外切削刀齿斜向不同,但都可得到需要的前角。
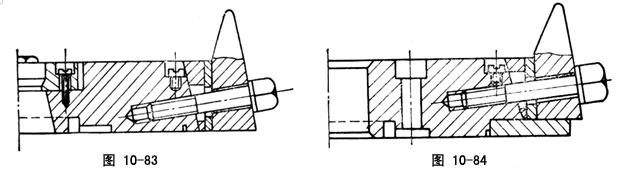
弧齿锥齿轮精切硬性刀盘
图10-83所示为精切硬性刀盘的结构。该刀盘的刀体淬硬后硬度为HRC57,调整刀齿径向振摆的螺钉位于齿槽中心,待调整稳定后,紧固刀齿的螺钉,并倾斜10°,使刀齿更可靠地压紧。
弧齿锥齿轮可调粗切刀盘
图10-84所示为可调粗切刀盘。它的刀体厚度比普通粗切刀盘大并且淬硬,用楔块调整刀齿的径向位置,紧固螺钉并倾斜15°,使刀齿固紧。
弧齿锥齿轮铣刀盘
用于铣削弧齿锥齿轮的铣刀盘。弧齿锥齿轮铣刀盘按公称直径大小分为:小直径铣刀盘、大直径铣刀盘和大型可调万能铣刀盘;按其结构型式分为:整体铣刀盘和可调铣刀盘;按所装刀齿不同分为:双面刀盘和单面刀盘;按加工性质不同分为:粗切刀盘和精切刀盘;按切削性质不同分为:铣削刀盘和半滚切刀盘(圆拉刀盘)。
弧齿锥齿轮小模数铣刀盘
弧齿锥齿轮小直径铣刀盘,主要用于加工较小模数的弧齿锥齿轮,故又称弧齿锥齿轮小模数铣刀盘。
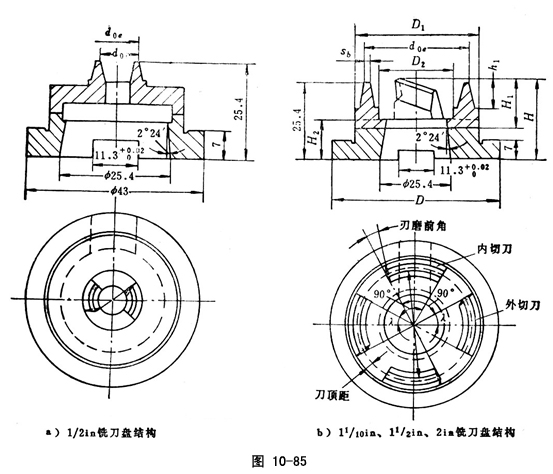
弧齿锥齿轮小直径铣刀盘
公称直径1/2in到2in的四种铣刀盘称为小直径铣刀盘,又叫小模数铣刀盘。整体结构是具有内切刀齿和外切刀齿的双面刀盘。图10-85所示为小直径铣刀盘的结构。
弧齿锥齿轮楔装式粗切铣刀盘
楔装式粗切铣刀盘的结构如图10-86所示。刀体和刚性很好的环已紧固在一起,刀齿2底面顶住环6,当螺钉5拉紧楔块4时,通过斜楔3将刀齿压紧。与其他粗切刀盘相比,这种刀盘的刀齿数最多,刚度也最好,是目前切削性能最好的一种粗切刀盘。
环面蜗杆粗切多刀盘
粗加工环面蜗杆所用的多刀盘。采用径向进给加工蜗杆。
环面蜗杆精切多刀盘
精切或半精切环面蜗杆的多刀盘。多刀盘采用附加圆周进给,即刀盘除以一定角速度旋转外还有附加转动,用以降低齿面粗糙度。
切刀盘
加工(原始型或修正型)环面蜗杆的一种专用成型刀盘。它由刀盘体和刀齿组成,刀盘体上的刀齿可以一部分切左齿面,另一部分切右齿面,也可以都切同一齿面,但每个刀刃都必须和形成圆相切(图10-87)。使用时,需保证蜗杆毛坯和刀盘之间有既定的速比关系和中心距。
延伸摆线齿锥齿轮铣刀盘
是在奥利康螺旋锥齿轮切齿机上使用的一种加工延伸摆线齿锥齿轮的圆盘铣刀。刀盘由3~7组刀齿组成,每组刀齿有粗切齿、内切齿和外切齿。切削刃为直线,按展成法加工锥齿轮。
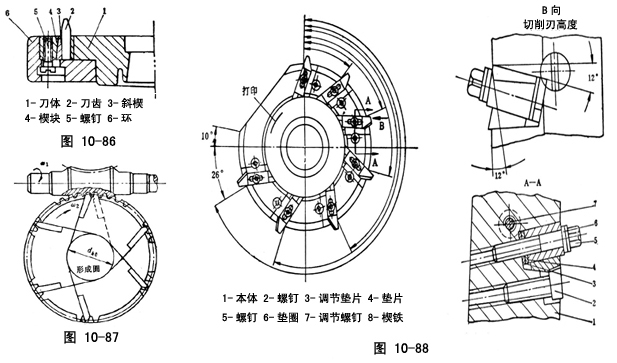
拉削式环面蜗杆单面精切刀盘
为了降低环面蜗杆的齿面粗糙度,精切时多采用无径向进给也无附加圆周进给的切刀盘。其切削刃的配置是按拉削原理工作的,例图10-88是右测拉削式环面蜗杆单面精切刀盘结构图。
______________
1in=25.4mm。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |