 高速透平齿轮修复
高速透平齿轮修复
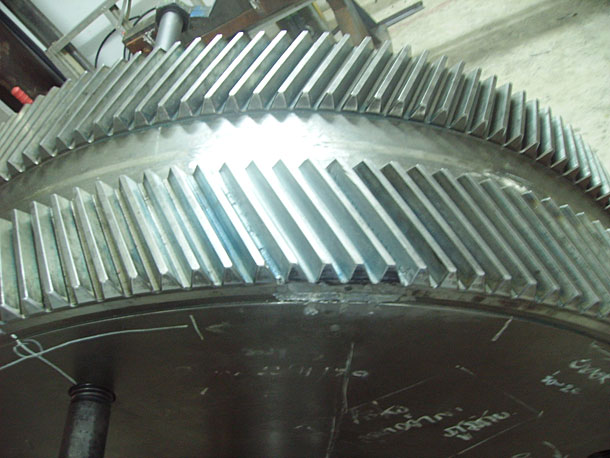
高速透平齿轮修复 型号:TG 63s、直径:1250mm、硬度:HRC60.
最初时,一个轮齿发生断裂,与相邻齿根局部焊接固定后继续投入使用,接着出现三个轮齿断裂。
 |
 |
修复范围:检测断裂区域、检测相邻轮齿的硬度、焊接面积和HAZ(热处理影响区域)。因为硬度波动范围较大,因此需要去掉第四个轮齿。
图为钻孔夹具和测试孔。测试孔用于确定合适的孔深从而使齿体材料的硬度和机械加工性能一致。
因为碳含量的不同造成焊接处和钻孔的交叉部分的硬度不一样,所以要使孔深超过焊接部分,并使孔深一致。 |
 |
 |
损坏的部分去除和清根。
金属块制作和装配固定,确保金属块与底部的保持紧密接触。一共制作三个金属块。一块用于模拟加工后轮齿齿廓形状和几何尺寸的检测,一块用于实际安装,还有一块作为备用,用以应对加工和热处理过程中的失误。
图中可见半个钻孔,金属块随后进行齿形加工、热处理、齿部修型及固定安装。 |
 |
 |
 |
 |
 |
 |
|
|
|
 |
 |
 |
 |
|
轮齿接触斑点和径向跳动检测,与配对齿轮在台架上试装配,调整和检测齿轮侧隙和啮合状况。 |
 |
 |
|
磨齿和人工抛光后,修复完毕。 |
 |
|
返回上一级
齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。
|