 齿轮计量学(三) 齿轮计量学(三)
数控式齿形误差测量仪
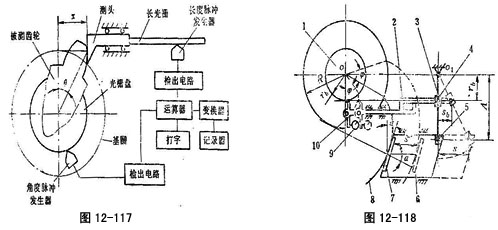
利用光栅度盘测量齿形误差的一种量仪。其测量原理如图12-107所示,被测齿轮和光栅盘同轴安装一起转动,由光栅盘和角度脉冲发生器组成的数字式测角装置,测量齿形的展开角θ,并发出角度脉冲列。测头沿被测齿形的基圆切向安装,当被测齿形回转时,齿形推动测头沿基圆切线移动,由长光栅和长度脉冲发生器组成的数字式测长装置,测量测头的移动量x,并发出长度脉冲列。角度和长度脉冲列同时送入专用电子计算机,并与预置程序的理论关系相比较,经数据处理后,齿形误差即可由计算机打印或记录出来。
靠模杠杆式万能渐开线检查仪
利用标准渐开线靠模形成理论渐开线,来测量渐开线齿形误差的齿轮量仪。其工作原理如图12-118所示,被测齿轮1与靠模8同轴安装,滑板6通过靠模板7与靠模8的渐开线部分紧贴。当齿轮和靠模转过φ角后,滑板移动距离s,同时与杠杆3相连的铰链5也移过同样的距离s,而杠杆3又通过铰链4与带有测量头10的滑板2相连,并移动距离sb。测量时,调整滑板2,垫上等于基圆半径rb的量块,使铰链4到标杆3的摆动中心o1的距离等于rb,则测头到齿轮中心o的距离也等于rb。铰链4、5移动距离与杠杆臂长成比例,即 ,若杠杆摆动中心到铰链5的距离为 ,若杠杆摆动中心到铰链5的距离为 则sb=rbφ(式中R为靠模渐开线基圆半径,α为靠模板的倾斜角即压力角),即测头相对于被测齿轮的基本运动轨迹为理论渐开线,而当实际齿形有误差时,使测头又产生附加运动,并通过指示表10反映出来。 则sb=rbφ(式中R为靠模渐开线基圆半径,α为靠模板的倾斜角即压力角),即测头相对于被测齿轮的基本运动轨迹为理论渐开线,而当实际齿形有误差时,使测头又产生附加运动,并通过指示表10反映出来。
圆盘杠杆式万能渐开线检查仪
利用圆盘和杠杆机构形成理论渐开线,来测量渐开线齿形误差的齿轮量仪。该仪器把单盘式渐开线检查仪形成的理论渐开线用一套杠杆机构进行放大或缩小,这样,对于不同基圆直径的被测齿轮,就不必更换基圆盘,只要调整测头的位置,使其位于被测齿轮基圆柱的切平面内,就可以使测头形成的理论渐开线与齿轮实际齿形进行比较。
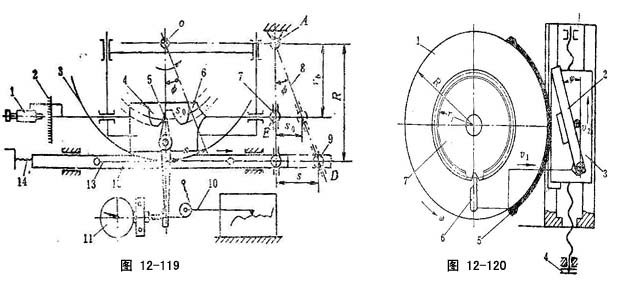
图12-119所示为该仪器的测量原理图。被测齿轮4与基圆盘3同轴安装,钢带13把基圆盘和导板12联在一起。转动丝杠14,钢带就带动基圆盘和齿轮一起转动。导板又通过铰链9使杠杆8绕A点摆动,由于铰链7的作用,使带有测头5的测量滑架6移动。支点A与基圆盘中心o的联线AO平行于导板12的运动方向,因而A点到铰链9的距离,总是等于基圆盘的半径R。
测量时,利用读数显微镜1和刻度尺2调整测量滑架6,使铰链7到A点的距离,也即测头到基圆盘中心o的距离,等于被测齿轮的基圆半径rb,这时测头正好位于齿轮的基圆上。当基圆盘与被测齿轮一起转过φ角时,导板12将移动一个距离s,并在杠杆的作用下,测量滑架6移动一个距离s0,按相似三角形关系就有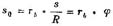 ,即测头移动的距离恰好等于被测齿轮转过φ角时的弧长,因此测头相对于被测齿轮运动的轨迹为理论渐开线。当实际齿形有误差时,由于实际齿面的压迫,使测头产生附加的位移,并通过指示表11或记录器10表示出来,而获得齿形误差值。 ,即测头移动的距离恰好等于被测齿轮转过φ角时的弧长,因此测头相对于被测齿轮运动的轨迹为理论渐开线。当实际齿形有误差时,由于实际齿面的压迫,使测头产生附加的位移,并通过指示表11或记录器10表示出来,而获得齿形误差值。
万能小模数渐开线检查仪
测量小模数齿轮渐开线齿形误差的量仪。其工作原理如图12-120所示,转动手轮4移动滑板3,通过钢带5使圆盘1和被测齿轮7旋转。测量架6的移动是由滑板上的正切机构2来实现。正切机构的夹角按式tgφ=rj/R(式中rj为基圆半径,R为圆盘半径)调整。因此,测量架和滑板的位移就按rj与R的比例进行,只要将测量架的测头调整在基圆半径rj处,便可进行测量。
 该仪器适用于基圆半径小于55mm,模数在0.1至1之间的低精度齿轮的齿形误差测量。 该仪器适用于基圆半径小于55mm,模数在0.1至1之间的低精度齿轮的齿形误差测量。
高精度齿形检查仪
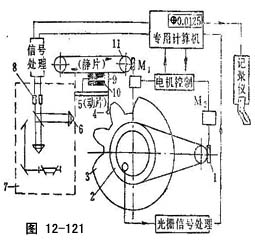
测量高精度齿轮齿形误差的量仪。其工作原理如图12-121所示,主电机M1通过蜗杆副1带动主轴旋转时,固定在主轴上的圆光栅盘2和被测齿轮3便同步旋转,期间圆光栅盘发出光栅信号,经处理后发出i个角度脉冲送入专用计算机,并换算为理论齿形所对应的S值。与此同时,被测齿轮3转动,就推动测量头4,而测量头4是固定在平行片簧机构9的动片5上的。另外,激光干涉系统7的测量棱镜6也固定在该动片上。因此,被测齿廓在测量线上移动距离S时,测量头4和棱镜6均移动同样的距离S,这一移动量由干涉测量系统的二个光电接收器8接收,再经过信号处理送入专用计算机,并与理论的S值进行比较便可求得ΔS值,即为被测齿廓上任意点的实际齿形误差。
。
上置式大齿轮齿形检查仪
置于重量超千公斤、直径超千毫米的大齿轮上,测量大齿轮齿形误差的一种量仪。仪器的工作原理是以测量头的圆弧运动轨迹代替理论渐开线来进行测量的。
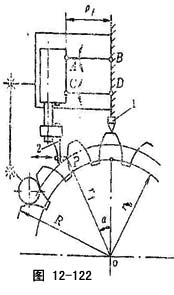 如图12-122所示,仪器的机械传动部分是一个四杆铰链机构ABCD,其对边的长度彼此相等。固定边BD通过刀口支承1支撑在被测齿轮的齿顶圆上,并且刀刃的中心截面通过齿轮的轴线。当四杆机构处于矩形位置时,调整曲柄AB、CD的长度,使其等于分度圆上齿面的曲率半径ρf(齿面曲率半径ρf等于分度圆半径rf与分度圆处压力角α正弦值之乘积),当曲柄AB、CD作回转运动时,测头2便以ρf为半径作圆弧运动。 如图12-122所示,仪器的机械传动部分是一个四杆铰链机构ABCD,其对边的长度彼此相等。固定边BD通过刀口支承1支撑在被测齿轮的齿顶圆上,并且刀刃的中心截面通过齿轮的轴线。当四杆机构处于矩形位置时,调整曲柄AB、CD的长度,使其等于分度圆上齿面的曲率半径ρf(齿面曲率半径ρf等于分度圆半径rf与分度圆处压力角α正弦值之乘积),当曲柄AB、CD作回转运动时,测头2便以ρf为半径作圆弧运动。
求齿形误差时,先测出实际齿形上各点对圆弧运动的偏差值Δi;然后根据简化公式或对照表得出理论齿形上各点对理论圆弧的偏差值Δi′,则Δi-Δi′即为齿面上各点的齿形误差。
渐开线齿形测量范围的确定
按标准规定齿形误差应在齿形工作部分内评定。因此,在测量和评定齿形误差时必须根据齿形工作部分确定其测范围,即确定齿形线的起测点和终测点,它们所在的圆周分别称为起测圆和终测圆。一般选齿轮的顶圆为终测圆,修缘齿轮以修缘起点圆为终测圆。确定起测点分以下几种情况:
1.确定起测圆的方法
(1)按与配对齿轮对啮的工作圆确定。当被测齿轮1与配对齿轮2相啮合时,被测齿轮的实际工作部分是齿顶圆与工作圆间的一段渐开线齿形。而工作圆是指通过配对齿轮齿顶圆与啮合线交点A1的圆,其半径为RA1,如图12-123所示。RA1的计算式为 , , 。式中rb1为被测齿轮基圆半径,ra2、rb2分别为配对齿轮的齿顶圆半径和基圆半径,L为啮合线上的起测长度,a为啮合中心距,α为分度圆压力角。 。式中rb1为被测齿轮基圆半径,ra2、rb2分别为配对齿轮的齿顶圆半径和基圆半径,L为啮合线上的起测长度,a为啮合中心距,α为分度圆压力角。
(2)按与标准齿条啮合的工作圆确定。在测量无配对的齿轮时,为使测量范围稍大于齿形有效工作部分,可按与标准齿条啮合时的工作圆计算。此时工作圆是指通过齿条的齿顶线与啮合线的交点A2的圆,其半径为RA2。RA2的计算式为 , ,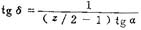 。式中m、z、α分别为被测齿轮的模数、齿数和分度圆压力角。 。式中m、z、α分别为被测齿轮的模数、齿数和分度圆压力角。
2.确定起测和终测展开角和展开长度的方法
由于齿形测量是按展开角或展开长度进行的,所以确定测量范围一般以展开角或展开长度表示。起测点A所对应的展开角和展开长度称为起测展开角φA和起测展开长度LA;终测点B所对应的展开角和展开长度称为终测展开角φB和终测展开长度LB。
φA和LA根据起测圆半径RA计算:φA=tgαA,LA=rbtgαA,其中 。 。
φB和LB根据齿顶圆作为终测圆计算:φB=tgαB,其中 。 。
式中,ra、rb分别为被测齿轮的齿顶圆半径和基圆半径。
基节仪
测量齿轮基节偏差的齿轮量仪,有手持式和台式两类。其测量方法有三种:切线接触法、切线――点接触法和点接触法。
图12-124所示,为手持切线接触式基节仪的一种,可测量模数为2~16mm的齿轮,指示表5的刻度值为0.001mm。测量时,以齿面为定位基准,活动量爪4经过杠杆、齿轮传动与指示表5相联,旋转微动螺杆1可调节固定量爪2的位置,定位爪3在测量时作辅助定位。测量前按公称基节组合量块,调整指示表至零位,当测量爪与相邻同侧齿廓接触好后,记下指示表的读数,即为实际基节对公称基节之差。在相隔120°处,对左右齿廓进行测量,取所得读数中绝对值最大的作为被测齿轮的基节偏差。
测量基节偏差应注意:仪器的测量爪与被测齿轮相邻同侧齿廓接触点的连线,应是通过此接触点的齿廓法线。考虑到齿顶修缘,测量爪与齿形接触点的位置一般要离开齿顶0.5mm左右。图12-124b是测量时,三个量爪与被测齿轮齿面接触位置的示意图。
齿向检查仪
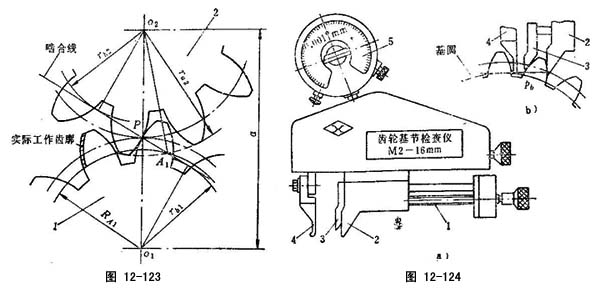
测量齿轮齿向误差的专用量仪。如图12-125所示,宽齿条形状的测量头2与正弦规1连在同一轴上,并可一同回转。首先用组合量块4调整正弦规1的倾角,使之与被测齿轮3的分度圆螺旋角一致,将指示表5调零位。
测量时,将测量头插入被测齿轮的齿槽内,与两侧齿面接触,此时指示表相对于零位的偏差δ即表示正弦规的倾角误差。此误差可换算为被测齿轮全齿宽b上的齿向误差。
由于齿条形测头同时和两齿面接触,所以,同时受两齿面齿向误差的影响,不能反映单个齿面的齿向误差,故该仪器只适用于测量低精度的齿轮。
光栅-激光式齿向测量仪
利用圆光栅和激光干涉仪测量齿向误差的仪器。其工作原理如图12-126所示,它是采取连续测量,按一定角度(被测齿轮转角)间隔采样来涉取导程误差,进而计算出齿向误差。
测量时,滑架沿工件轴线移动,其上固定一拨杆,拨动被测齿轮回转。齿轮的转角由圆光栅、零位光栅及其读数系统组成的角度位移传感器读取。在滑架上装有电感测微仪和激光干涉仪的反射棱镜。电感测微仪用于感受被测齿轮齿向误差,激光干涉仪用于感受滑架的实际位移量即齿轮的导程。数据采集时,角度位移传感器经过采样脉冲控制器发出角位移信号,并向计算机申请中断,由计算机读取此刻电感测微仪和激光干涉仪所测得的数值,将这些数值都存入存储器,经过计算机数据处理即可得到齿向误差。
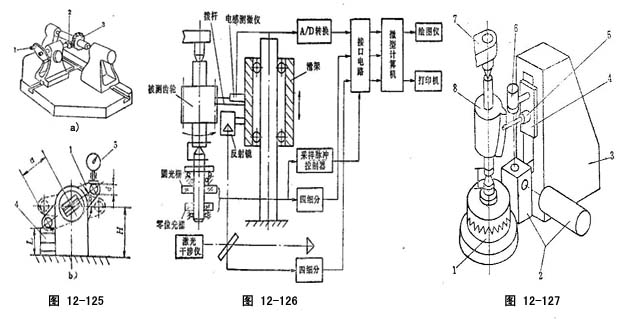
多齿分度台-激光式齿向测量仪
利用多齿分度台和激光干涉仪测量齿向误差的组合量仪。其结构如图12-127所示,在测量平台上安装有多齿分度台1、激光干涉仪2、测量立柱3。在测量立柱上有气浮导轨,其上安装测量滑座4。在测量滑座上又装有电感测微仪5和激光干涉仪的反射镜6。被测齿轮8装在上顶尖7和多齿分度台的顶尖之间,由多齿分度台带动回转。测头沿齿轮轴线的直线移动由激光干涉仪测量,其移动量等于按理论轨迹方程计算之值。这样就使测头与齿轮的相对运动轨迹形成一条标准螺旋线。测量时,被测齿轮随多齿分度台转动一定角度,测头相应地沿齿轮轴线移动一个理论距离,则该点的齿向误差由测头(电感测微仪)指示出来,如此逐点测量全齿宽,将数据送入电子计算机处理后即可求出齿向误差。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |