 齿轮刀具・齿轮铣刀 齿轮刀具・齿轮铣刀
粗加工用成套盘形齿轮铣刀
如图10-51a、b所示采用四把或二把一套的盘形齿轮铣刀。适用于高效率齿轮的粗加工。
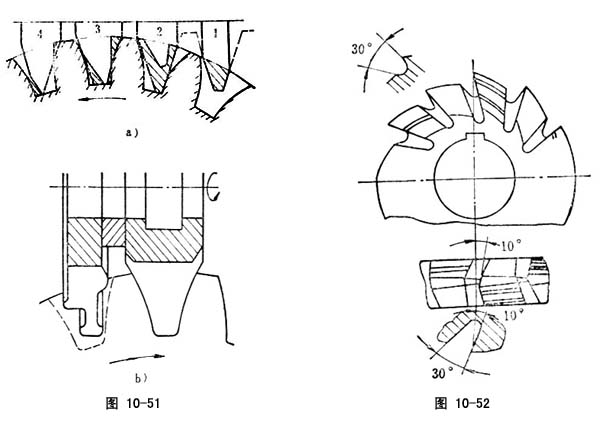
粗加工用错齿盘形齿轮铣刀
刀齿侧向倾斜(通常取10°)并交错排列的盘形齿轮铣刀。为适用于粗加工,顶刃前角取为8°~10°,齿面开有分屑槽,如图10-52所示。
粗加工用等导程锥度指形齿轮铣刀
为改善铣齿过程的稳定性,提高铣齿加工的生产效率,粗加工用指形齿轮铣刀一般做成等导程锥度指形铣刀,锥度按被加工齿轮齿形决定,一般锥角取15°~22.5°,齿数少时取大值。等导程锥度齿轮铣刀比直槽的切削效率和耐用度等均有很大的提高,缺点是切削刃各处螺旋角不一致,使被加工表面粗糙度不一致。如图10-53所示。
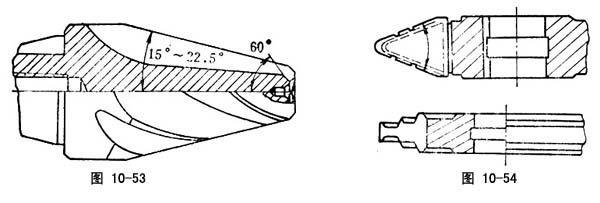
粗加工用阶梯齿盘形齿轮铣刀
盘形齿轮铣刀的刀齿呈阶梯形者。它既易于制造又适用于齿轮的粗加工。见图10-54。
粗加工用盘形齿轮铣刀
是一种用于切除加工余量,仅留有精加工余量的盘形齿轮铣刀。
粗加工用指形齿轮铣刀
是以大量切除多余金属,提高生产效率为目的的指形齿轮铣刀。通常为直槽零前角结构,其齿厚比精加工用指形铣刀小一些。
带端盖盘形齿轮铣刀
是利用两个端盖将刀片紧固在刀体上的盘形齿轮铣刀,如图10-55所示。它适用于精加工大模数齿轮。
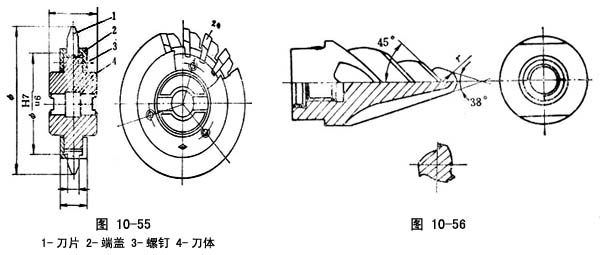
等螺旋角锥度指形齿轮铣刀
图10-56所示指形齿轮铣刀是切削刃各点螺旋角相等的铣刀。这种刀具具有切削平稳,粗糙度一致,加工生产率和刀具耐用度较高等优点。缺点是制造困难。目前都是在普通万能卧式铣床上通过辅助机构实现等螺旋角容屑槽加工的,多用于齿轮的粗加工。
环面蜗杆粗加工指状铣刀
图10-57所示为适于粗加工大模数环 面蜗 杆所用的指状铣刀。
精加工用成套盘形齿轮铣刀
为了增大铲切铣刀齿侧刃后角,采用两把铣刀分别切两个齿槽,每把铣刀只切削齿槽一侧的盘形齿轮铣刀。适用于大量生产、齿数较少的圆柱齿轮的精加工,生产效率较高。图10-58所示系切削齿数z=12的齿轮齿廓的情况。
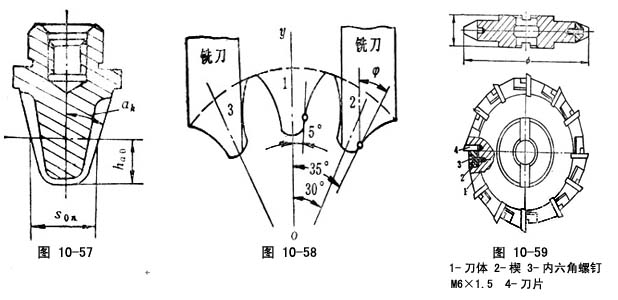
精加工用机械夹固式盘形齿轮铣刀
是由刀体、楔块、螺钉和刀片组成的用于精加工的机械夹固式盘形齿轮铣刀。如图10-59所示。
精加工用盘形齿轮铣刀
精加工用盘形齿轮铣刀的前角为零度,采用径向铲齿,以提高精加工用盘形齿轮铣刀的精确度。依据模数的大小而采用不同的结构,一般中小模数铣刀为高速钢整体型,大模数铣刀用镶齿结构。
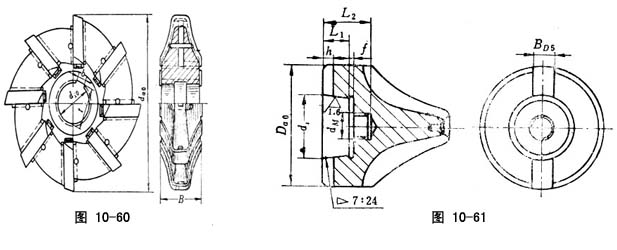
精加工用镶齿盘形齿轮铣刀
将高速钢材质的切削刀片镶嵌在结构钢制成的刀体上所组成的盘形齿轮铣刀。图10-60所示盘形铣刀是一种广泛应用的精加工镶齿盘形齿轮铣刀的典型结构,由刀体、刀片和圆锥销组成,适用于大模数齿轮加工。
精加工用指形齿轮铣刀
为提高齿轮的加工精度,便于刀具刃廓制造精加工用指形齿轮铣刀多采用直槽铲齿形式。
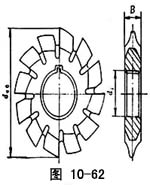 内锥面定位指形齿轮铣刀 内锥面定位指形齿轮铣刀
图10-61所示的指形齿轮铣刀,以刀具柄 部内锥面(常用7∶24或1∶5)与机床主轴配合定位,并用拉杆拉紧,端面键传递转矩,是较大直径(d>70mm)的指形齿轮铣刀常采用的结构形式,习称带锥孔指形齿轮铣刀。多用于精加工齿轮轮齿。
盘形齿轮铣刀
带轴孔的轮盘式齿轮铣刀(图10-62)。按加工对象可分为盘形圆柱齿轮铣刀和盘形锥齿轮铣刀。
盘形圆柱齿轮铣刀
适用于在普通铣床上加工直齿、斜齿圆柱齿轮及有空刀槽的人字圆柱齿轮的盘形齿轮铣刀。是按仿形法加工齿轮的一种成形刀具。标准的盘形圆柱齿轮铣刀通常是成套供应的,目前有(粗加工)8、15和26把一套,每套铣刀中各号铣刀的加工齿数范围均有规定。
盘形圆柱齿轮铣刀习称盘形齿轮铣刀。
 盘形锥齿轮铣刀 盘形锥齿轮铣刀
同盘形圆柱齿轮铣刀相似,齿形是按锥齿轮模数(中点模数或大端模数)和当量齿数计算的。常用于直齿锥齿轮的粗加工,为便于区分,该铣刀标记中加注标志“ ”。盘形锥齿轮铣刀同一模数为8把一组,根据当量齿数选用铣刀。 ”。盘形锥齿轮铣刀同一模数为8把一组,根据当量齿数选用铣刀。
指形齿轮铣刀
是形如指状的齿轮铣刀。依其加工对象,分为指形圆柱齿轮铣刀和指形锥齿轮铣刀。
指形圆柱齿轮铣刀亦简称为指形齿轮铣刀。
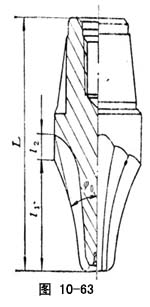
指形圆柱齿轮铣刀
图10-63是加工圆柱齿轮用的指形齿轮铣刀。亦称指形齿轮铣刀。适用于加工大模数(m≥10mm)的直齿、斜齿及无空刀槽的人字齿轮等。
指形锥齿轮铣刀
加工大模数锥齿轮和人字齿锥齿轮的一种柱形铣刀。
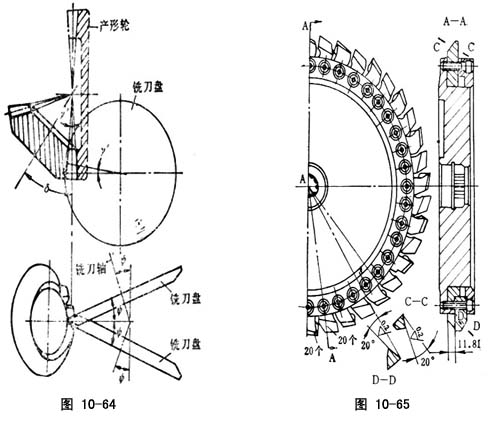
直齿锥齿轮成对展成铣刀
两把铣刀盘的刀齿组成一个产形轮的轮齿,按展成法原理加工直齿锥齿轮所用的铣刀盘如图10-64所示,当加工直齿锥齿轮的铣刀仅绕轴线作旋转切削运动(相当产形轮不动),被加工齿轮则绕产形轮啮合滚动。
直齿锥齿轮粗加工用盘形铣刀
是一种提高粗切效率的大直径圆盘铣刀(见图10-65),直径约500~600mm,采用镶齿结构,刀齿分左切齿和右切齿,交错排列。又称粗切圆盘铣刀。
直齿锥齿轮圆盘拉铣刀
图10-66所示为圆盘拉铣刀,它适用于大量生产直齿轮锥齿轮的汽车拖拉机行业中。圆盘拉铣刀直径400~600mm,采用镶齿结构,装有15~17块扇形刀块,每个刀块有4~5个刀齿(含粗切齿、半粗切齿和精切齿)。由于该刀具连续转动,所以生产效率很高,切削速度为0.5~0.7m/s。
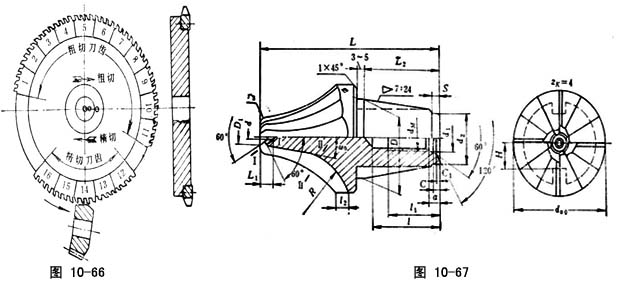
外锥面定位指形齿轮铣刀
直径d<70mm的指形齿轮铣刀,采用刀柄的外锥面与机床主轴配合定位,用拉杆拉紧,侧面键传递转矩,亦称带锥柄指形齿轮铣刀。它的优点是定位精度和连接刚性好,但费材料。它可制成对焊形式,刀柄外锥面多用7∶24或莫氏锥度。多用于精加工齿轮轮齿。如图10-67所示。
 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮 齿条 |
圆柱齿轮 |
圆锥齿轮 |
蜗轮蜗杆 |
非圆齿轮 |
特种齿轮
首页 |
进口齿条 |
进口齿轮 |
齿轮标准 |
询价必读 |
齿轮知识 |
网站地图
电话:010-6492-5308 | 传真:010-6492-5744 | 邮件:
sales@gearandrack.cn
2003-2012年北京正基元齿轮有限公司版权所有。本网站由北京正基元齿轮有限公司设计、制作、维护。
本网站上的任何内容,未经正基元公司的书面授权,均不得以任何方式复制、转载、或镜像,否则将追究其违权责任。 |